








































Line Balancing là gì? Line Balancing (Cân bằng chuyền) đang là phương pháp quản trị vận hành cốt lõi được các nhà máy hàng đầu hiện nay áp dụng nhằm loại bỏ các điểm nghẽn sản xuất, giảm thời gian chờ đợi trong sản xuất và nâng cao hiệu suất tổng thể của toàn phân xưởng.

Vậy bản chất kỹ thuật của Line Balancing là gì và làm thế nào để áp dụng hiệu quả phương pháp này vào mô hình nhà máy của bạn? Bài viết này sẽ cung cấp cho bạn cái nhìn toàn diện về khái niệm, quy trình triển khai và lợi ích cốt lõi của Line Balancing.

1. Phương pháp Line Balancing là gì?
Cân bằng chuyền sản xuất (Line Balancing) là một kỹ thuật quản trị vận hành nhằm đảm bảo khối lượng công việc được phân bổ đều cho các làm việc (Workstations) trên cùng một dây chuyền lắp ráp hoặc sản xuất.
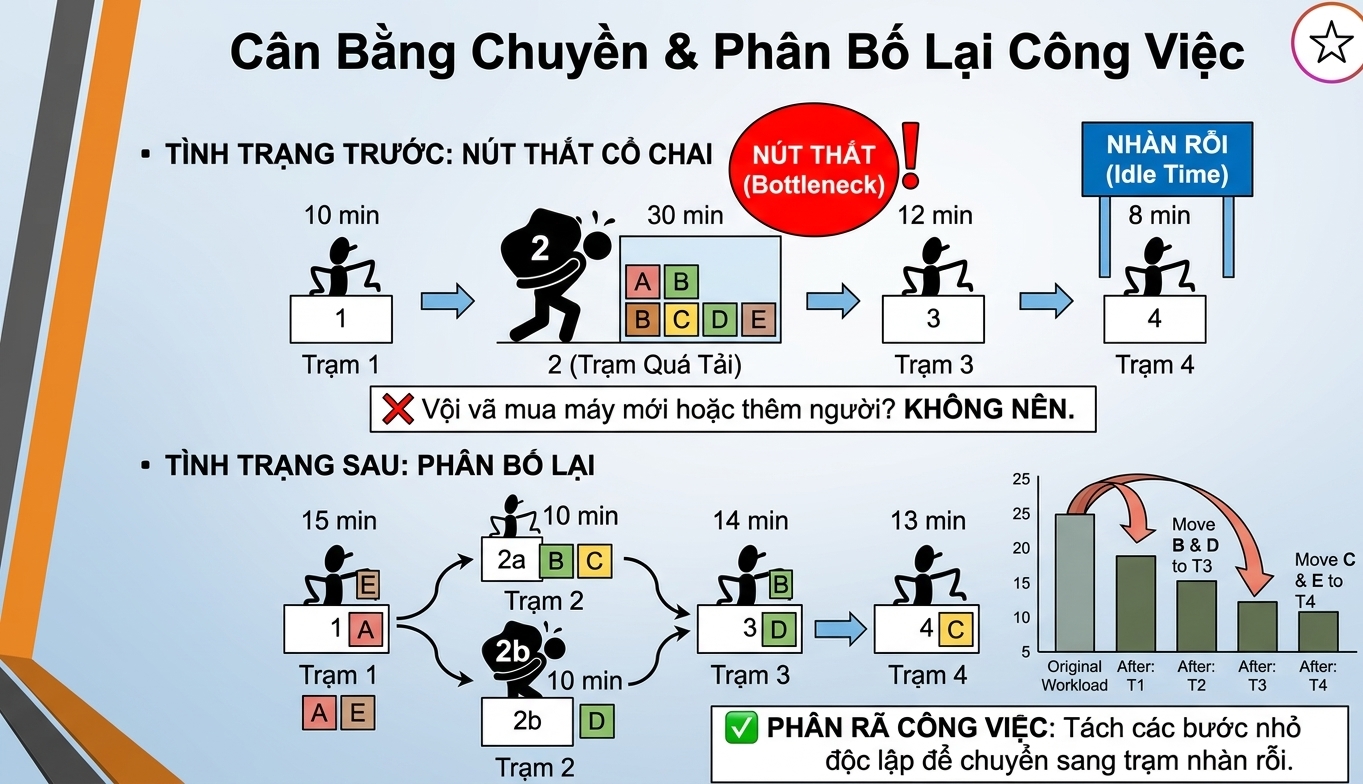
Mục tiêu chính của phương pháp này là làm mượt dòng chảy công việc, sao cho thời gian hoàn thành tác vụ tại mỗi công đoạn (Cycle Time) gần tương đương nhau. Qua đó, doanh nghiệp có thể triệt tiêu tình trạng công đoạn thì làm việc quá tải, công đoạn thì rơi vào trạng thái nhàn rỗi (Idle Time) do phải chờ đợi công đoạn trước.
“Áp dụng kỹ thuật cân bằng chuyền (Line Balancing) giúp khơi thông các điểm nghẽn sản xuất, từ đó cắt giảm từ 40% đến 60% lượng hàng tồn kho đệm (WIP) đang dồn ứ cục bộ giữa các công đoạn máy trên phân xưởng.” — Theo báo cáo thực nghiệm của Hiệp hội Quản lý Vận hành và Chuỗi cung ứng Toàn cầu (ASCM).
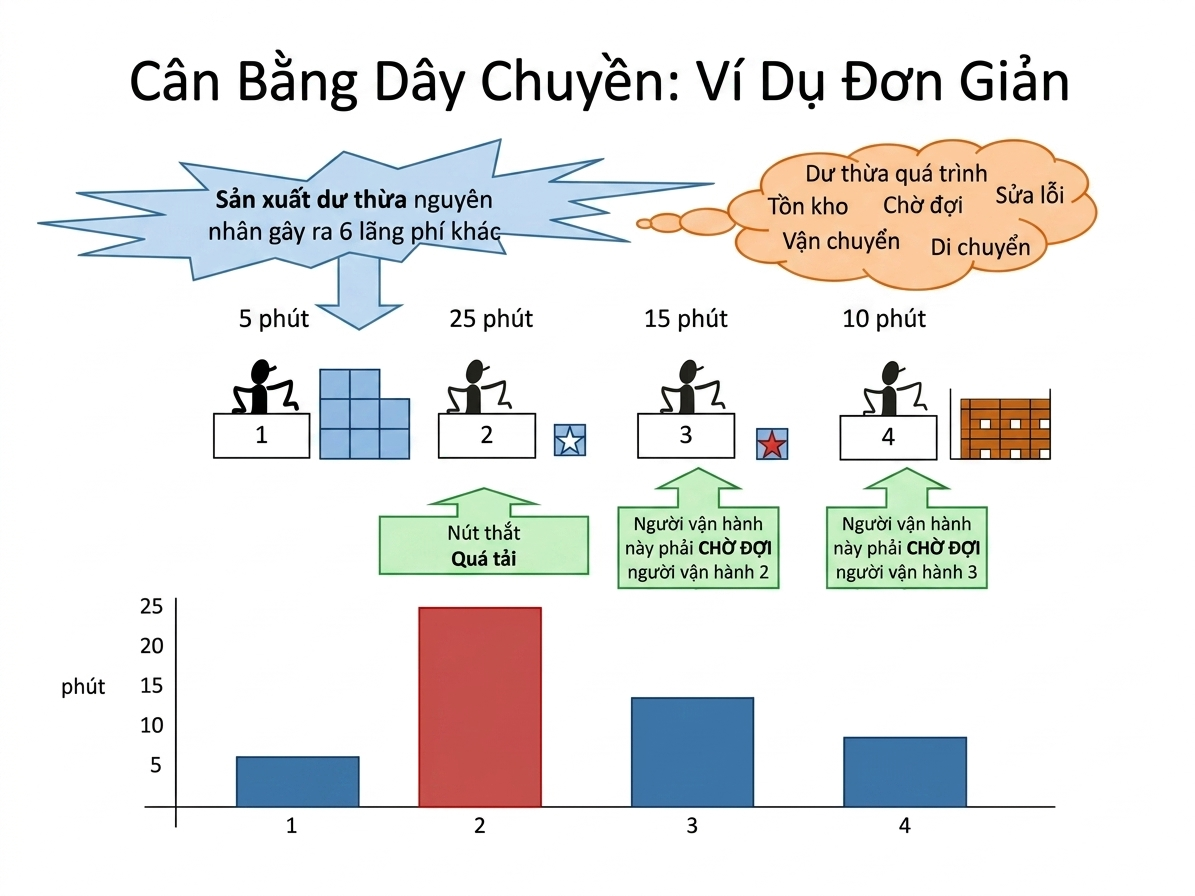 Ví dụ, trong một dây chuyền lắp ráp bánh xe đạp có 10 công đoạn, nếu một công đoạn mất 15 giây, công đoạn khác mất 60 giây, thì dây chuyền sản xuất sẽ bị tắc nghẽn tại điểm chậm nhất.
Ví dụ, trong một dây chuyền lắp ráp bánh xe đạp có 10 công đoạn, nếu một công đoạn mất 15 giây, công đoạn khác mất 60 giây, thì dây chuyền sản xuất sẽ bị tắc nghẽn tại điểm chậm nhất.
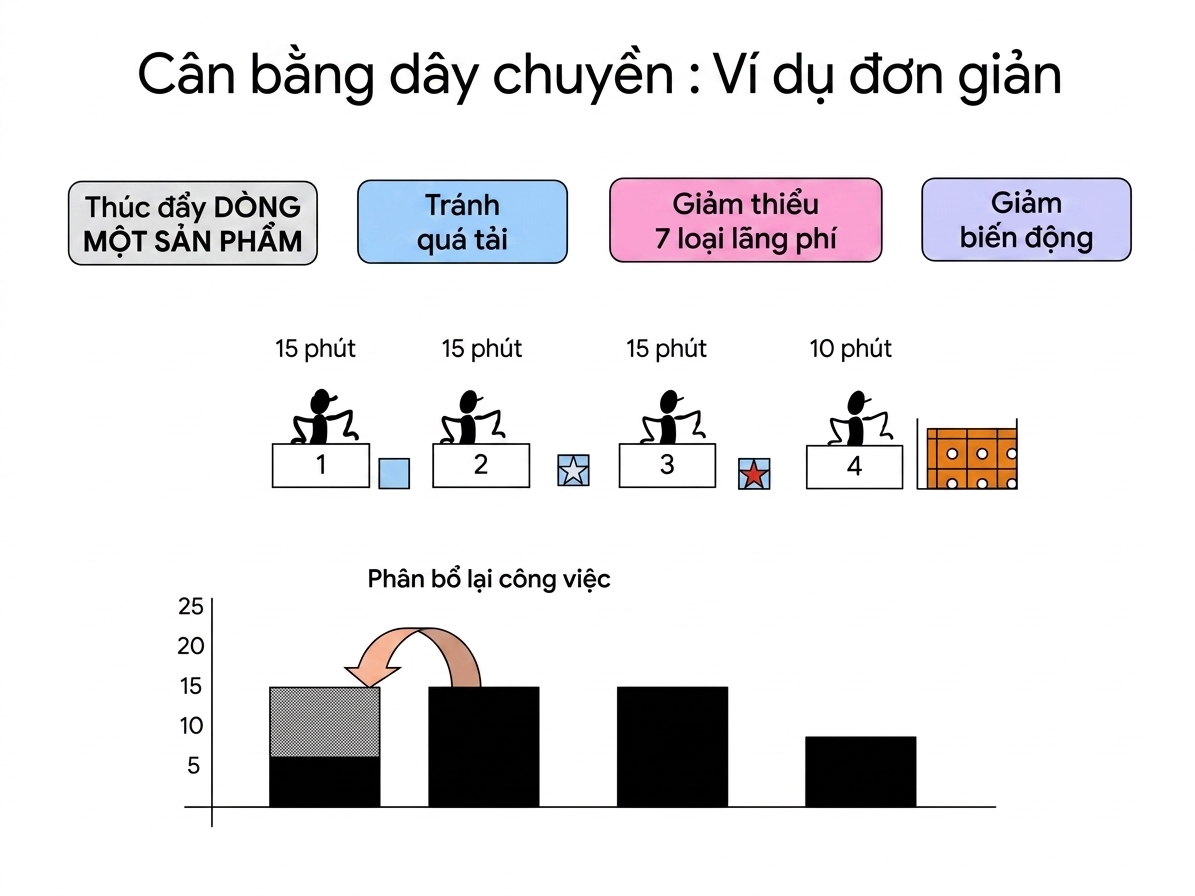
Khi đó, phương pháp Line Balancing sẽ được áp dụng để phân bổ lại khối lượng công việc, thay đổi sơ đồ công nghệ hoặc bố trí thêm nhân lực, công cụ phụ trợ nhằm đảm bảo các công đoạn có thời gian vận hành gần tương đồng.
2. Lợi ích cốt lõi phương pháp Line Balancing
Thúc đẩy thực hành sản xuất tinh gọn (Lean Manufacturing) |
Khi dây chuyền được đồng bộ hóa, dòng nguyên vật liệu và các cụm linh kiện sẽ di chuyển trơn tru qua từng công đoạn, loại bỏ hiện tượng tắc nghẽn hoặc ùn ứ bán thành phẩm không cần thiết giữa các công đoạn. |
Nâng cao năng suất lao động |
Kỹ thuật cân bằng chuyền giúp tối ưu hóa tính đồng bộ giữa các công đoạn và lực lượng nhân công. Nhờ đó, việc quản lý lệnh sản xuất trở nên mượt mà hơn và thời gian chờ đợi cho các tác vụ tiếp theo được giảm thiểu đáng kể. |
Cắt giảm chi phí và các khoản phạt muộn đơn hàng (OTIF Penalties) |
Line Balancing giúp doanh nghiệp đạt được sự cân bằng tối ưu giữa khối lượng công việc dư thừa và thời gian dừng máy. Doanh nghiệp sẽ không phải trả lương cho khoảng thời gian công nhân đứng chơi nhàn rỗi, đồng thời giảm thiểu các chi phí phát sinh từ việc tăng ca (Overtime). |
Cải tiến chất lượng sản phẩm |
Line Balancing đảm bảo rằng mọi vị trí trong dây chuyền vận hành: tổ trưởng chuyền và cấp quản lý đều có các chỉ thị công việc và Quy trình vận hành tiêu chuẩn (SOPs) rõ ràng, vạch rõ trách nhiệm của họ tại từng công đoạn máy. Khi thao tác được chuẩn hóa và không bị áp lực dồn ứ, tỷ lệ hàng lỗi (NG) sẽ giảm mạnh. |
Tăng khả năng thích ứng của nhà máy trước các cú sốc nhu cầu |
Một dây chuyền lắp ráp được cân bằng hoàn hảo (đạt tỷ lệ nhịp độ 1:1) mang lại tính linh hoạt cực cao khi nhà máy phải đối mặt với các đợt tăng vọt nhu cầu từ thị trường. |
Lý giải trực quan giải đáp ‘Line Balancing là gì?’ cho người mới bắt đầu.
3. 4 chỉ số xương sống trong Line Balancing
Để thiết kế và làm chủ phương pháp Line Balancing, các kỹ sư công nghiệp (IE) bắt buộc phải định lượng chính xác 4 đại lượng toán học cấu thành dưới đây:
-
-
Takt Time (Tk – Thời gian nhịp độ): Nhịp sản xuất giới hạn bắt buộc nhà máy phải đáp ứng để kịp tiến độ giao hàng theo yêu cầu của thị trường. Việc thiết lập chính xác nhịp đập sản xuất theo Takt Time giúp doanh nghiệp triệt tiêu loại hình lãng phí nguy hiểm nhất trong sản xuất là Sản xuất thừa (Overproduction) – nguyên nhân cốt lõi dẫn đến việc ứ đọng vốn và phát sinh chi phí lưu kho đệm sai quy trình.
-
Takt time = Thời gian sản xuất sẵn có / Tổng nhu cầu của khách hàng
-
-
Cycle Time (Ct – Thời gian chu kỳ): Khoảng thời gian thực tế tính từ lúc một công đoạn bắt đầu thao tác trên một sản phẩm cho đến khi hoàn thành để chuyển giao sang công đoạn kế tiếp. Ứng dụng kỹ thuật tái cấu trúc Line Balancing giúp nhà máy tối ưu hóa chuỗi thao tác, rút ngắn tổng thời gian chu kỳ trung bình trên cùng một đơn vị thành phẩm đầu ra nhờ triệt tiêu các chuyển động thừa của nhân công.
-
Cycle time = Thời gian thực tế thực hiện + Thời gian kiểm tra và di chuyển trong các công đoạn
-
-
Bottleneck (Nút thắt cổ chai): Công đoạn làm việc có thời gian thực hiện dài nhất trên toàn chuỗi. Công đoạn Bottleneck – hay được gọi là nút thắt cổ chai này chính là đại lượng ảnh hưởng trực tiếp đến năng suất thực tế và giới hạn sản lượng đầu ra của toàn bộ dây chuyền.
-
Bottleneck là công đoạn có Cycle time lớn nhất toàn dây chuyền
-
-
Idle Time (It – Thời gian nhàn rỗi): Lượng thời gian lãng phí tại một công đoạn khi công nhân hoàn thành công việc sớm hơn thời gian chu kỳ của công đoạn Bottleneck và phải ngồi chờ một cách thụ động.
-
Idle time = Bottleneck) – Cycle time của công đoạn hiện tại
Việc thiếu cân bằng chuyền khiến độ trễ cân bằng (Balance Delay) của nhà máy tăng cao, gây lãng phí quỹ thời gian làm việc của công nhân cho việc ngồi chờ vô ích. Mục tiêu Khi áp dụng các biện pháp chia tải khoa học nhằm giảm chỉ số lãng phí này xuống mức tối thiểu.
4. Hướng dẫn quy trình thực hiện Line Balancing qua 4 giai đoạn tiêu chuẩn
Nguyên lý thực hiện Line Balancing trong thực tế đòi hỏi sự chính xác về mặt dữ liệu toán học sản xuất và phải tuân thủ nghiêm ngặt theo quy trình 4 giai đoạn 11 bước dưới đây:
GIAI ĐOẠN 1: Thiết lập mục tiêu và đo lường hiện trạng (Baseline)
Bước 1: Tính toán nhịp độ khách hàng (Takt time)
- Mục đích: Xác định tốc độ sản xuất bắt buộc phải đạt được để kịp tiến độ giao hàng.
- Công thức:
TAKT Time =Thời gian sản xuất khả dụng\Nhu cầu của khách hàng - Ví dụ: Một ngày làm việc 8 giờ (28,800 giây), nhu cầu là 800 sản phẩm/ngày. Takt Time = 28,800 / 800 = 36 giây/sản phẩm. Điều này nghĩa là cứ mỗi 36 giây, dây chuyền cần xuất xưởng một sản phẩm.
Bước 2: Đo lường thời gian thực tế (Time the process)
- Phương pháp: Quay video trực diện thao tác của công nhân tại hiện trường (hoặc dùng Bảng quan sát – Observation Sheet ghi chép thủ công) để có dữ liệu chính xác, minh bạch.
Bước 3: Phân rã các yếu tố công việc (Break down work elements)
- Thực hiện: Mổ xẻ chu kỳ làm việc của từng công đoạn và phân loại mọi thao tác nhỏ thành 3 nhóm cốt lõi:
-
- Làm việc (Work): Tay thao tác hoặc máy đang chạy.
-
- Đi lại (Walk): Di chuyển lấy hàng, đổi vị trí.
-
- Chờ đợi (Wait): Chờ máy chạy xong, chờ công đoạn trước chuyển hàng.
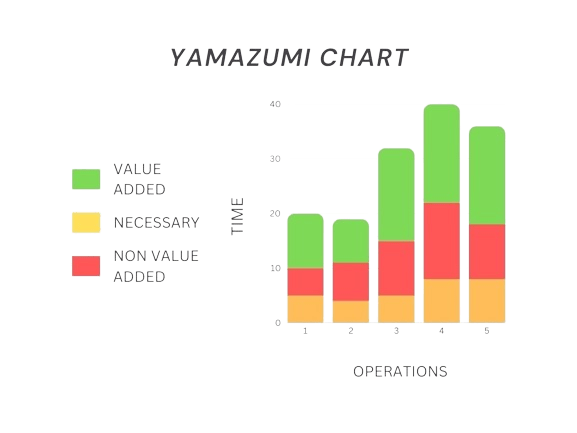
Bước 4: Trực quan hóa biểu đồ hiện trạng (Yamazumi board)
- Thực hiện: Tính toán thời gian làm việc của từng bước nhỏ trong các công đoạn công việc, sau đó sử dụng đường Đường TAKT Time để tính toán điểm nghẽn.
- Kết quả: Phát hiện ngay công đoạn nào đang cao hơn đường TAKT – đó chính là nút thắt cổ chai của toàn dây chuyền chuyền.

Yamazumi Board thường xuyên được các nhà máy theo phương pháp LEAN sử dụng để tìm kiếm điểm nghẽn trên dây chuyền sản xuất.
GIAI ĐOẠN 2: Phân tích và định biên nhân sự
Bước 5: Tính toán định biên nhân sự mục tiêu (Target manpower)
- Mục đích: Xác định số lượng nhân sự tối thiểu về mặt lý thuyết để hoàn thành khối lượng công việc hiện tại.
- Công thức:
Nhân sự mục tiêu = Tổng thời gian công việc (Total Work Content)\TAKT Time
Bước 6: Đánh giá Tỷ lệ cân bằng chuyền (Line balance ratio – LBR)
- Mục đích: LBR là một chỉ số quản lý quan trọng. LBR dùng để đo mức độ phân bổ khối lượng công việc giữa các công đoạn trên một dây chuyền. Tỷ lệ này càng cao (càng gần 100%), dây chuyền hoạt động càng nhịp nhàng, tối ưu hóa năng suất và giảm thiểu thời gian nhàn rỗiĐo lường mức độ lãng phí và không đồng đều giữa các công đoạn ở trạng thái hiện tại.
- Công thức: [Tổng thời gian tiêu chuẩn để hoàn thành tất cả các công đoạn tạo ra một sản phẩm]\[(Tổng số công đoạn làm việc (hoặc số công nhân) trong dây chuyền) * (Cycle Time) – Thời gian chu kỳ của công đoạn chậm nhất (công đoạn thắt cổ chai) trong dây chuyền.]

- Lưu ý: Nếu tỷ lệ này thấp (ví dụ dưới 70%), nghĩa là chuyền đang phân bổ việc rất lệch, công nhân công đoạn này ngồi chơi trong khi công đoạn khác làm quá tải.
GIAI ĐOẠN 3: Tấn công lãng phí và tái cân bằng chuyền
Bước 7: “Tấn công màu đỏ” – Nhận diện và Loại bỏ lãng phí (Waste Elimination)
Cách tư duy này đơn giản thay vì ép công nhân làm nhanh hơn, tăng ca nhiều hơn (kiểu truyền thống), nhà quản lý tập trung bóc tách thời gian không có giá trị. Trên bảng đo lường nhà quản lý sẽ đánh dấu:
- Màu xanh (Value Added): Thao tác tạo ra giá trị => Giữ lại và phân bổ đều.
- Màu đỏ (Non-Value Added): Đi lại, chờ đợi, kiểm tra dư thừa
- Phương pháp: Tấn công loại bỏ bằng các công cụ như 5S, Giảm thời gian chuyển đổi mã hàng (SMED), sơ đồ hóa quy trình.
Việc cắt giảm thời gian không có giá trị, giúp nhà quản lý giảm tải tình trạng vượt ngước Takt Time tại các công đoạn mà không cần phải tăng ca hay san sẻ việc sang các công đoạn khác, vốn đang quá tải công việc thật.
Bước 8: Tái phân bổ công việc (Re-allocate & Re-balance)
- Thực hiện: Sau khi đã cắt gọt bớt các mảng lãng phí màu đỏ, tiến hành gom dịch chuyển các phần việc màu xanh còn lại giữa các công đoạn sao cho thời gian của tất cả các công đoạn đều nằm dưới đường TAKT Time.
Bước 9: Giải phóng nhân sự dư thừa (Free up Manpower)
- Nhờ cắt lãng phí và dồn việc khoa học, tổng lượng công việc giảm xuống, số công đoạn vận hành giảm. Dây chuyền cắt giảm được nhân sự dư thừa (ví dụ từ 3 người xuống 2 người) để chuyển họ sang bộ phận cải tiến hoặc công đoạn khác.
GIAI ĐOẠN 4: Tiêu chuẩn hóa và cải tiến liên tục (SUSTAIN)
Bước 10: Cập nhật chỉ số và đóng gói kết quả
- Thực hiện: Tính toán lại LBR và Hiệu suất mới (Efficiency) để chứng minh bằng con số (ví dụ hiệu suất tăng từ 69% lên 92%).
Bước 11: Tiêu chuẩn hóa Layout và áp dụng PDCA
- Thực hiện: Vẽ lại Sơ đồ vị trí làm việc tiêu chuẩn mới (Standard Work Layout), quy định rõ dòng chảy công việc, vị trí tủ dụng cụ, loại bỏ công đoạn thừa để chốt chặn cải tiến, không cho hệ thống quay lại lối mòn cũ.
- Duy trì: Đưa dây chuyền vào chu trình PDCA (Plan – Do – Check – Act) để liên tục tìm kiếm và tối ưu ở các chu kỳ tiếp theo.
Tải ngay EBOOK ĐỘC QUYỀN NHÀ MÁY KHÔNG NGỦ, TẶNG KÈM 50++ TEMPLATE QUẢN TRỊ KẾ HOẠCH SẢN XUẤT CHO NHÀ QUẢN LÝ
5. Thách thức khi ứng dụng Line balance (cân bằng chuyền) trong kỷ nguyên 4.0
Thách thức khi ứng dụng Line Balancing trong làn sóng Công nghiệp 4.0 là sự biến động liên tục của các mã hàng và yêu cầu tùy biến cao từ khách hàng (sản xuất nhiều chủng loại mẫu mã với số lượng nhỏ). Để giải quyết bài toán cân bằng chuyền động này, doanh nghiệp cần hiểu rõ bản chất rào cản của Line Balancing là gì và kết hợp tư duy công nghệ với một giải pháp quản trị sản xuất đồng bộ nhằm triển khai 4 phương pháp gỡ nút thắt cốt lõi dưới đây:
5.1 Áp dụng kỹ thuật chia sẻ nguyên tố công việc (Element Sharing)
Khi một công đoạn máy bị đẩy lên thành nút thắt cổ chai (Bottleneck), người quản lý không nên vội vã mua máy mới hoặc thêm người. Hãy rà soát lại bảng phân rã, tách các bước công việc nhỏ có tính độc lập từ công đoạn quá tải này để chuyển dịch sang các công đoạn lân cận đang có nhiều thời gian nhàn rỗi (Idle Time).
5.2 Thiết kế lại dây chuyền theo mô hình chữ U (U-shaped Line)
Thay vì bố trí dây chuyền dạng thẳng tuột kiểu cũ khiến công nhân bị đóng đinh tại một vị trí, nhà máy nên cải tiến mặt bằng theo dạng hình chữ U. Mô hình này thu hẹp khoảng cách giữa điểm đầu và điểm cuối của chuyền, giúp một nhân sự đa năng có thể dễ dàng quản lý cùng lúc 2 – 3 công đoạn máy đối diện nhau, tự động cân bằng lại tải trọng khi có người vắng mặt.
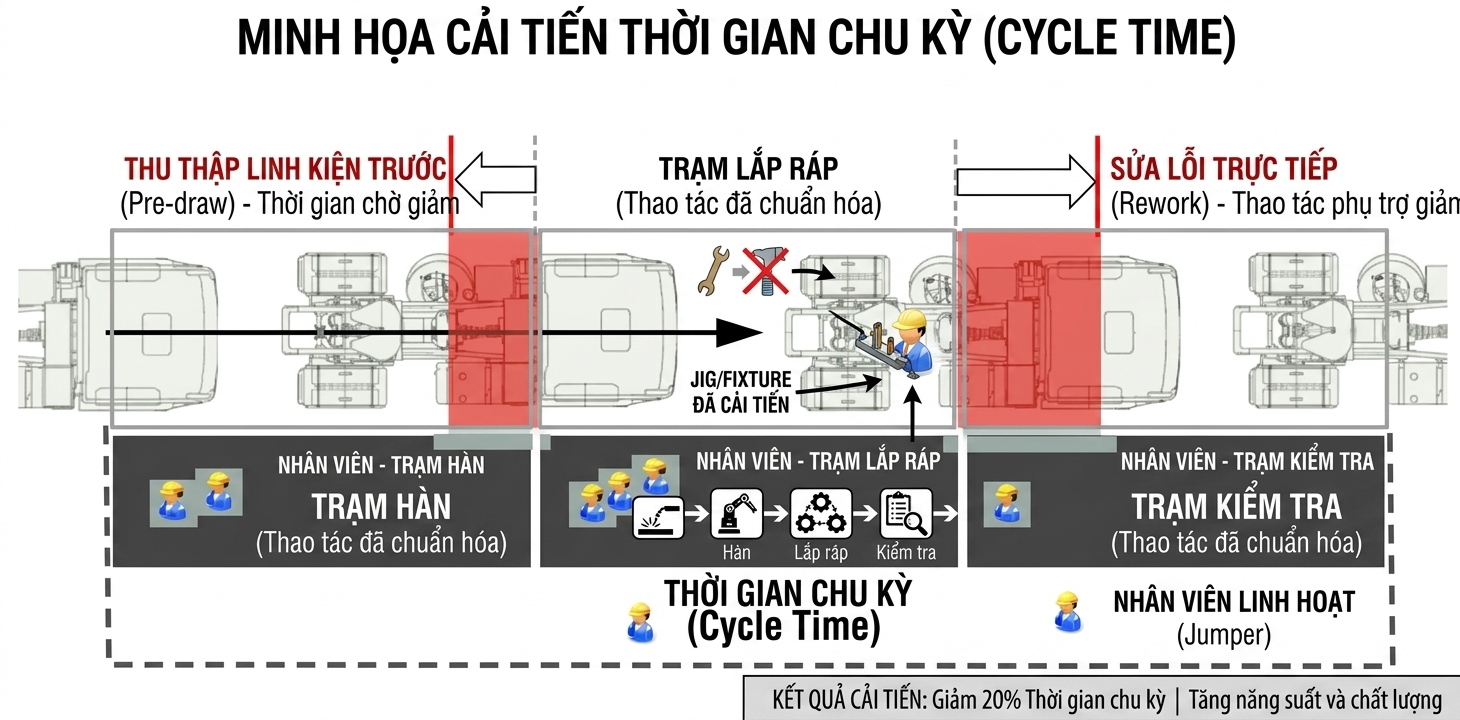
5.3 Chuẩn hóa thao tác và cải tiến công cụ phụ trợ (Jig/Fixture)
Tập trung giảm thời gian chu kỳ (Cycle Time) tại các công đoạn chạy chậm bằng cách đầu tư các loại đồ gá định vị nhanh, khay chứa vật tư xoay tự động hoặc tua-vít điện treo. Việc giảm bớt các động tác thừa (như cúi người nhặt ốc, tìm công cụ) sẽ giúp kéo sập thời gian thực hiện của công đoạn trễ xuống dưới mức nhịp độ yêu cầu.
5.4 Ứng dụng mô hình cân bằng chuyền động (Dynamic Balancing)
Chuyển đổi phương thức tính toán từ các bảng tính tĩnh sang sử dụng dữ liệu số hóa liên thông. Mọi thông tin về sản lượng thực tế, thời gian dừng máy của từng tổ đội được đẩy lên một nền tảng quản trị sản xuất toàn diện, cho phép phần mềm tự động tính toán lại sơ đồ phân bổ nhân sự ngay khi phân xưởng thay đổi lệnh sản xuất hoặc chuyển đổi mã hàng (Changeover).
6. Các tiêu chí hàng đầu để lựa chọn phần mềm hỗ trợ Line Balancing là gì?
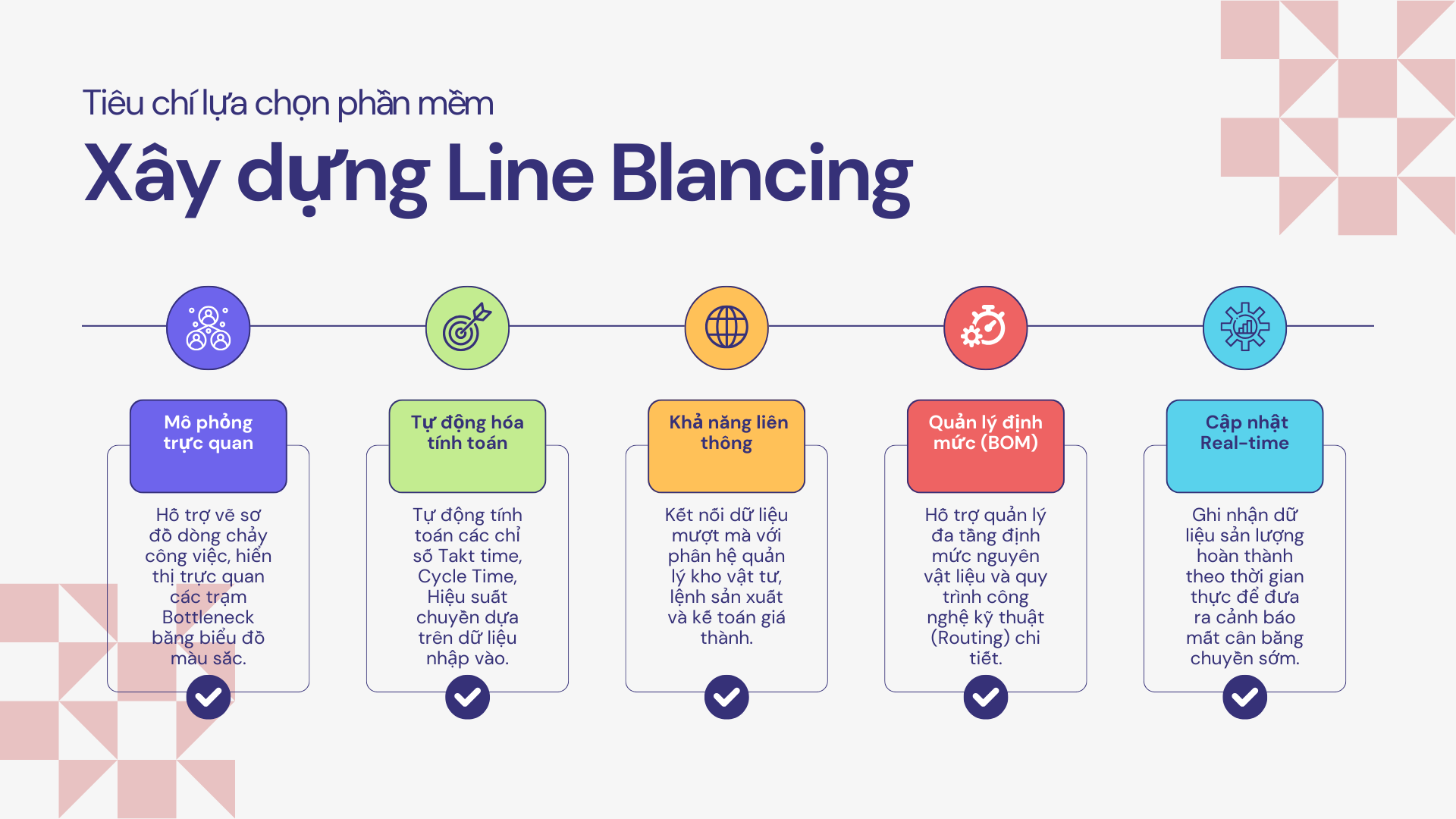
Tiêu chí lựa chọn hệ thống quản trị chuẩn chỉnh dưới đây sẽ là thước đo giúp các CEO và Giám đốc Sản xuất định hình rõ giải pháp công nghệ hỗ trợ Line Balancing là gì và đưa ra quyết định đầu tư phù hợp:
Một hệ thống công nghệ đáp ứng đủ các tiêu chí trên sẽ giúp nhà máy kiểm soát dòng chảy sản xuất tối ưu. Tuy nhiên, để hiện thực hóa mục tiêu tối ưu hóa chi phí, kỹ thuật Line Balancing cần phải được đặt trong một bài toán quản trị doanh nghiệp tổng thể hơn: Lập kế hoạch nhu cầu vật tư chính xác và kiểm soát tiến độ lệnh sản xuất đồng bộ.
Nếu chuyền được cân bằng rất tốt nhưng bộ phận cung ứng vật tư bị chậm trễ dẫn đến thiếu hàng, nhà máy vẫn sẽ rơi vào tình trạng trì trệ. Đó là lý do các doanh nghiệp sản xuất Việt Nam hiện nay đang chuyển dịch sang nền tảng ERP/MES cung cấp giải pháp điều hành và quản trị sản xuất toàn diện.
7. Ứng dụng AMIS Sản xuất trong xây dựng Line Balancing
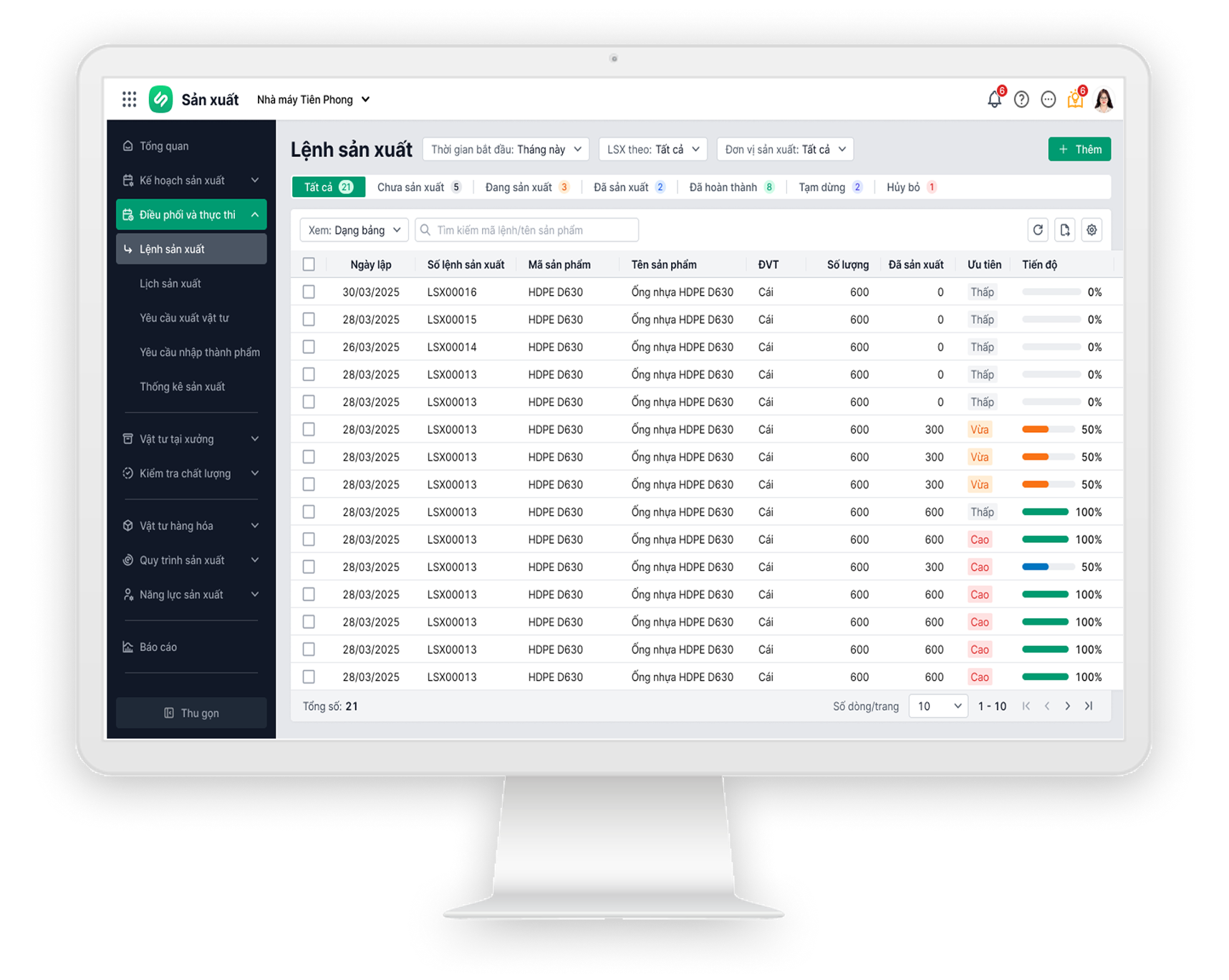
AMIS Sản xuất là giải pháp quản trị sản xuất toàn diện, được thiết kế dành riêng cho các doanh nghiệp sản xuất tại Việt Nam. Phần mềm giúp doanh nghiệp số hoá toàn bộ hoạt động nhà máy – từ lập kế hoạch sản xuất, quản lý nguyên vật liệu, điều hành phân xưởng đến kiểm soát chất lượng và tính giá thành sản phẩm, đảm bảo vận hành đúng tiến độ, đúng chi phí, đúng chất lượng.
Phần mềm sở hữu bộ tính năng chuyên sâu, hỗ trợ đắc lực cho việc duy trì trạng thái Line Balancing trong nhà máy:
-
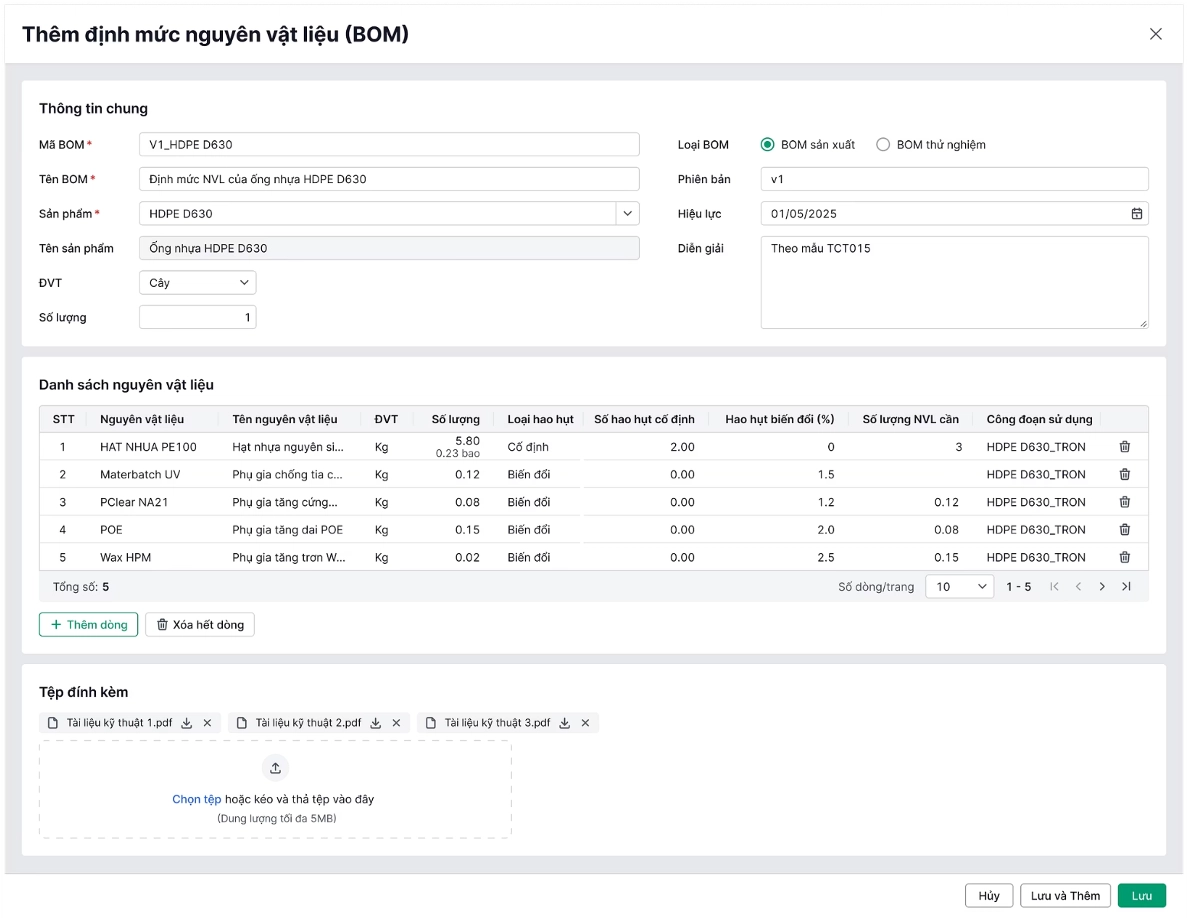
Quản lý định mức nguyên vật liệu (BOM) & Quy trình công nghệ: Thiết lập chuỗi công đoạn chuẩn hóa và thời gian tiêu chuẩn cho từng bước công việc, làm cơ sở dữ liệu gốc để thiết kế cân bằng chuyền.
-
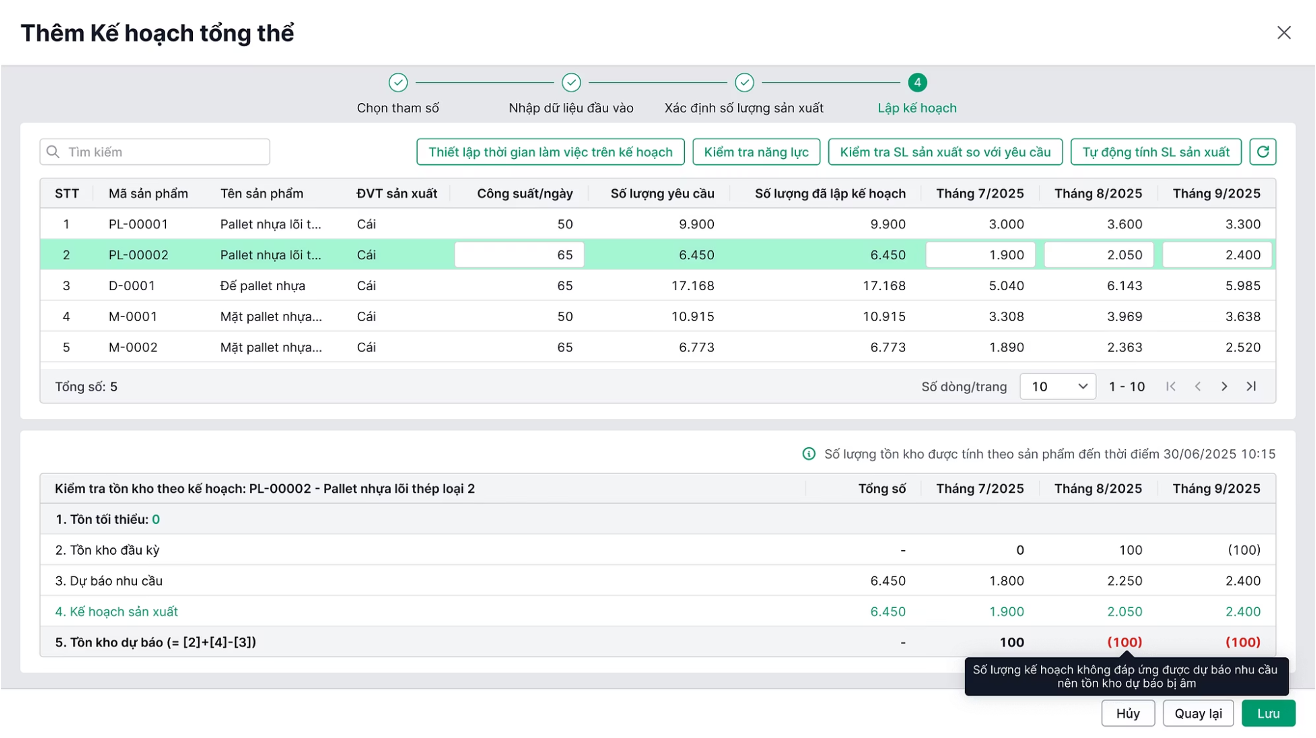
Hoạch định nhu cầu vật tư (MRP): Tự động tính toán và cung ứng vật tư chính xác theo lệnh sản xuất, đảm bảo các công đoạn luôn có đủ nguyên liệu chạy máy, triệt tiêu lãng phí chờ đợi.
-
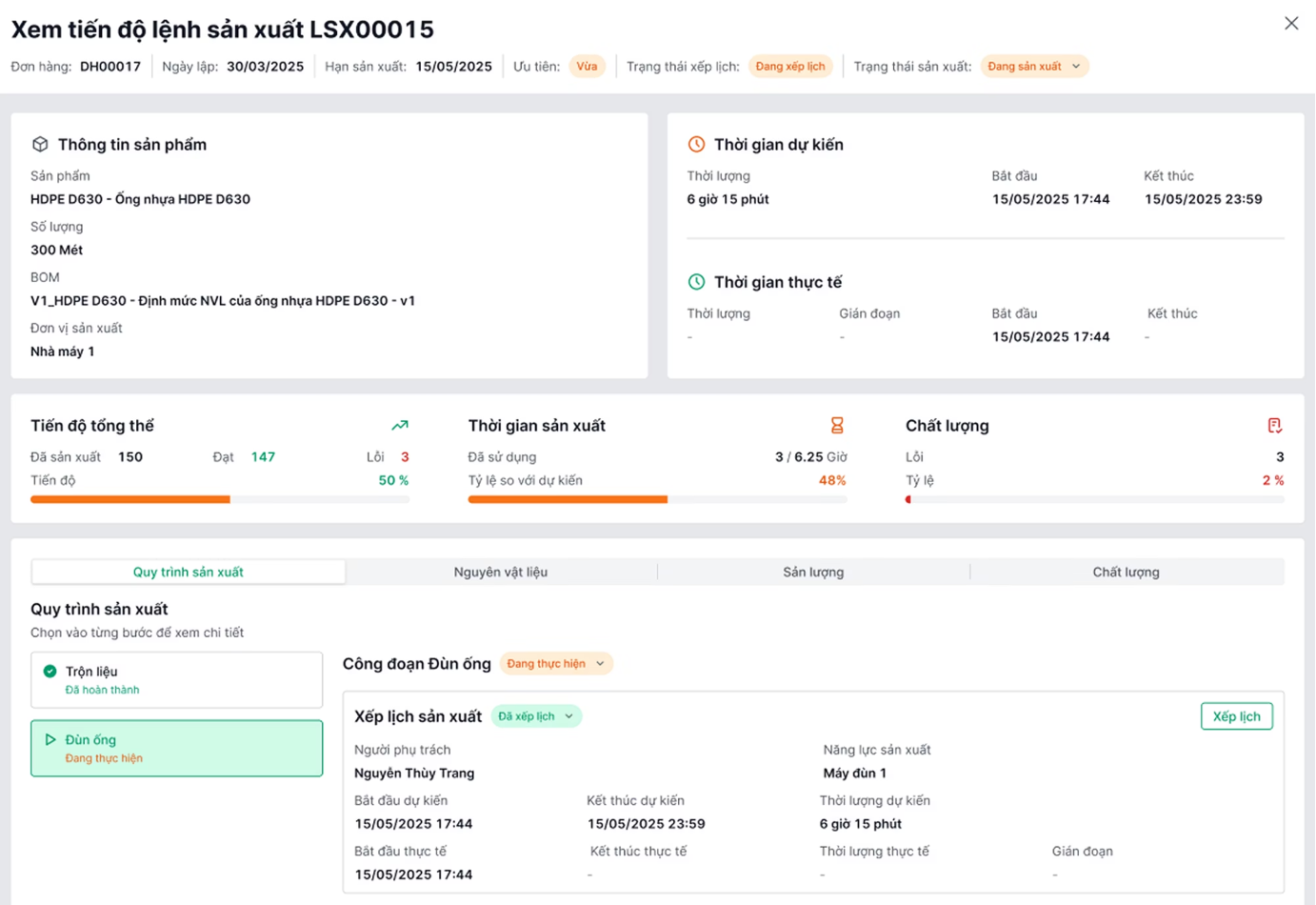
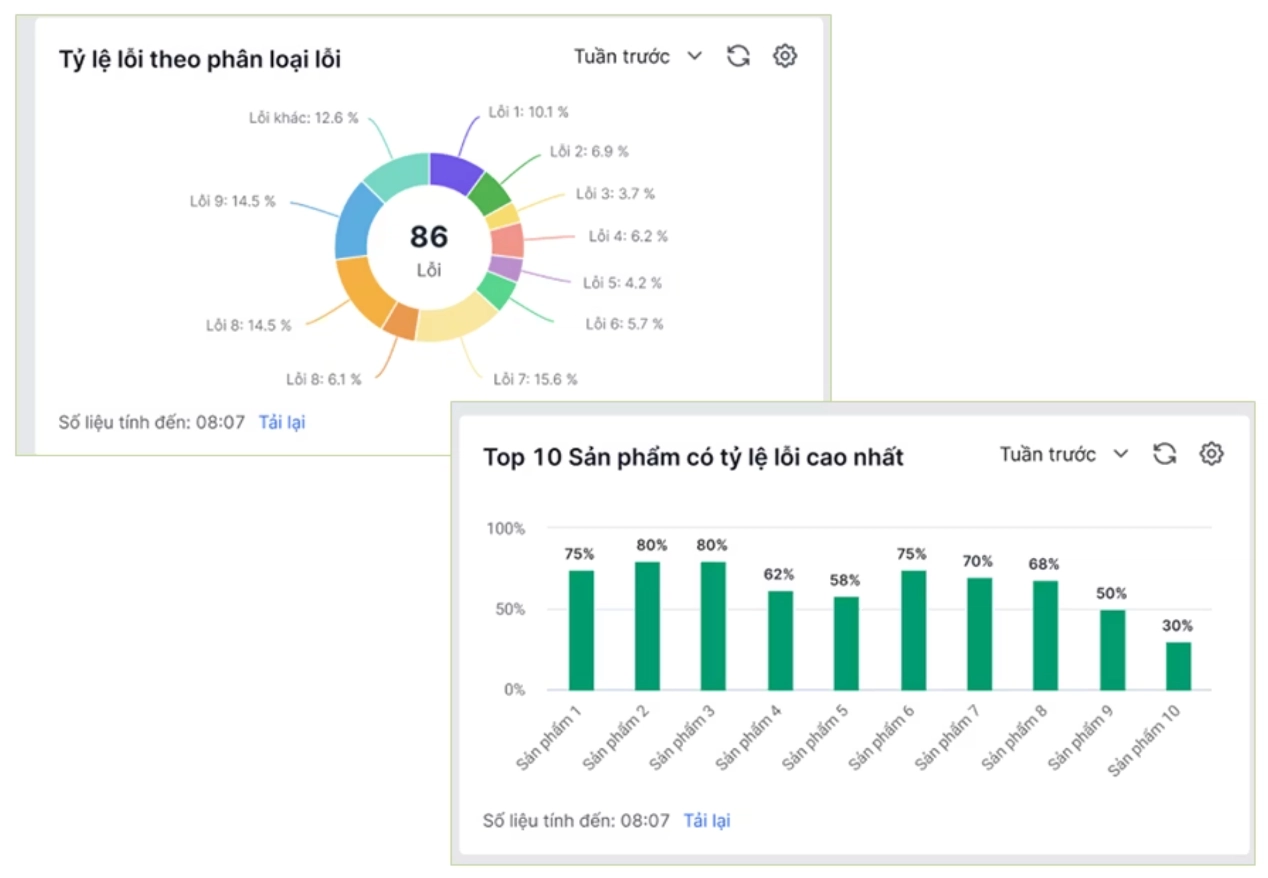
Giám sát tiến độ phân xưởng Real-time: Cập nhật liên tục sản lượng hoàn thành, tỷ lệ hàng đạt/hàng lỗi (NG) tại từng công đoạn, giúp quản đốc phát hiện ngay các công đoạn đang bị “nghẽn cổ chai” để điều chỉnh kịp thời.
-
Tự động hóa tính giá thành: Liên thông dữ liệu xuất kho, ngày công trực tiếp từ phân xưởng về phân hệ Kế toán để tính giá thành sản phẩm chính xác, minh bạch.

7.1. Khả năng liên thông, đáp ứng nhu cầu quản lý toàn diện
MISA Sản xuất nằm trong hệ sinh thái phần mềm quản trị doanh nghiệp MISA AMIS, với hơn 40+ ứng dụng được kết nối với nhau có khả năng đáp ứng nhu cầu quản lý toàn diện của mọi doanh nghiệp để dễ dàng tối ưu toàn bộ hoạt động vận hành và nâng cao hiệu quả hoạt động.
Thay vì dùng các ứng dụng riêng lẻ, phần mềm quản lý sản xuất cần có các tính năng đa dạng để quản lý tất cả các khía cạnh của doanh nghiệp, từ quản lý Tài chính – Kế toán, Marketing – Kinh doanh, Nhân sự cho đến quản lý Dự án, Quy trình,… Dữ liệu của doanh nghiệp được hội tụ tại một nơi, đội ngũ tránh được chồng chéo công việc, phối hợp với nhau một cách trơn tru. Đây là cơ sở quan trọng nhất để doanh nghiệp gia tăng năng suất lao động và khả năng cạnh tranh.
Tải báo giá chi tiết bộ giải pháp MISA AMIS Sản xuất TẠI ĐÂY
8. Kết luận
Bản chất giá trị cốt lõi của Line Balancing là gì? Nó không chỉ đơn thuần là bài toán sắp xếp vị trí hay bấm giờ công đoạn, mà đại diện cho tư duy tối ưu hóa năng suất vận hành và triệt tiêu các chi phí ẩn lãng phí trong nhà máy hiện đại. Hiểu rõ các nguyên lý để triển khai kỹ thuật cân bằng chuyền, kết hợp đồng bộ với hệ thống điều hành tổng thể như AMIS Sản xuất chính là bước đi chiến lược giúp các doanh nghiệp sản xuất cắt giảm chi phí, nâng cao năng lực cạnh tranh và vững vàng số hóa nhà máy thành công.
![]()





































