Trong sản xuất, mỗi lần máy móc dừng đột ngột đều kéo theo chi phí, chậm tiến độ và rủi ro chất lượng. Đó là lý do ngày càng nhiều doanh nghiệp quan tâm đến MTBF – chỉ số phản ánh độ ổn định và độ tin cậy của thiết bị. Vậy công thức tính MTBF là gì? Nguyên tắc đánh giá MTBF có thể áp dụng ngay? Cùng tìm hiểu hiểu ngay trong bài viết dưới đây!

| [TẢI NGAY MIỄN PHÍ] MẪU LẬP KẾ HOẠCH SẢN XUẤT THEO ĐƠN HÀNG |
1. MTBF là gì?
MTBF (Mean Time Between Failures) là thời gian trung bình giữa hai lần hỏng của một thiết bị có thể sửa chữa trong quá trình vận hành. Chỉ số này được sử dụng để đánh giá độ tin cậy và mức độ ổn định của máy móc, hệ thống.

- Hiểu đơn giản, MTBF càng cao đồng nghĩa với việc:
- Thiết bị hoạt động ổn định hơn
- Ít xảy ra sự cố hơn
- Chu kỳ hỏng hóc kéo dài hơn
- Ngược lại, MTBF thấp phản ánh thiết bị thường xuyên gặp lỗi, tiềm ẩn rủi ro gián đoạn sản xuất.
Bản chất của MTBF không phải là “thời gian thiết bị sẽ hỏng”, mà là giá trị trung bình thống kê dựa trên dữ liệu lịch sử. MTBF dùng để dự đoán xu hướng hỏng hóc, không phải dự báo chính xác từng lần
MTBF phản ánh điều gì trong doanh nghiệp?
- Độ tin cậy của máy móc, thiết bị
- Hiệu quả bảo trì
- Mức độ gián đoạn sản xuất
- Chất lượng vận hành: liên quan trực tiếp đến quy trình và con người.
Đọc thêm: Top 10 phần mềm quản lý sản xuất ERP tốt nhất cho doanh nghiệp
2. Công thức tính MTBF
| MTBF = Tổng thời gian vận hành/Số lần hỏng hóc |
Trong đó:
- Tổng thời gian hoạt động: Là thời gian thiết bị thực sự vận hành, không bao gồm thời gian dừng để sửa chữa hoặc bảo trì
- Số lần hỏng: là số lần thiết bị gặp sự cố khiến phải dừng để khắc phục
Ví dụ cụ thể: Một dây chuyền sản xuất có dữ liệu trong 1 tháng: tổng thời gian vận hành: 720 giờ, số lần hỏng: 6 lần.
Áp dụng công thức: MTBF = 120 giờ. Điều này cho biết cứ 120 giờ, hệ thống sẽ phát sinh một sự cố
Lưu ý: MTBF thường được sử dụng cùng: MTTR (thời gian sửa chữa trung bình) và MTTF (thời gian đến khi hỏng). Khi áp dụng các chỉ số này, doanh nghiệp có thể:
- Đánh giá toàn diện hiệu suất bảo trì
- Xác định nguyên nhân thời gian hệ thống ngừng hoạt động
- Xây dựng chiến lược bảo trì chủ động dựa trên dữ liệu.
Đọc thêm: Tải mẫu kế hoạch sản xuất theo đơn hàng (miễn phí)
3. Nguyên tắc đánh giá MTBF
Để MTBF thực sự trở thành công cụ quản trị, cần đặt chỉ số này trong các nguyên tắc đánh giá rõ ràng như xu hướng theo thời gian, điều kiện vận hành và mối liên hệ với các chỉ số khác. Dưới đây là các nguyên tắc đánh giá MTBF hiệu quả:
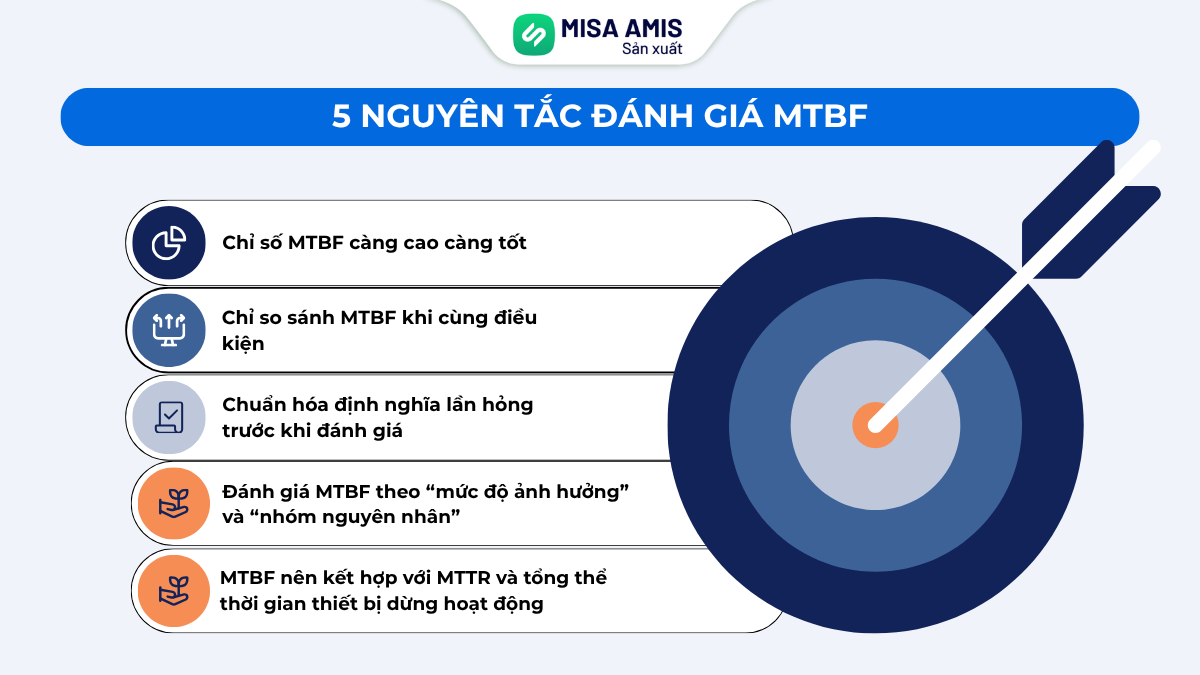
3.1. Chỉ số MTBF càng cao càng tốt
Thông thường, MTBF cao thường đồng nghĩa với việc thiết bị ổn định, ít hỏng và ít gián đoạn vận hành. Tuy nhiên, điều quan trọng hơn một con số tại 1 thời điểm là xu hướng MTBF theo thời gian:
- Tăng dần: tín hiệu tốt (bảo trì, vận hành, điều kiện chạy máy đang cải thiện).
- Giảm dần: cảnh báo rủi ro (thiết bị xuống cấp, lỗi lặp lại, quy trình vận hành có vấn đề).
3.2. Chỉ so sánh MTBF khi cùng điều kiện
MTBF chỉ có ý nghĩa khi so sánh trong bối cảnh tương đương, ví dụ:
- Cùng loại thiết bị, cùng model, cùng tuổi đời tương đối
- Cùng môi trường vận hành (nhiệt độ, bụi, ẩm, tải…)
- Cùng chế độ hoạt động (số ca, tốc độ chạy, tải máy…)
- Cùng cách ghi nhận dữ liệu (định nghĩa “hỏng”, cách tính thời gian chạy…)
Nếu điều kiện khác nhau mà đem MTBF đặt cạnh nhau, kết luận dễ sai.
3.3. Chuẩn hóa định nghĩa lần hỏng trước khi đánh giá
Điểm gây “mơ hồ” nhất của MTBF nằm ở các cấp độ hỏng của máy móc: mỗi nhà máy, mỗi đội có thể hiểu khác nhau. Vì vậy cần làm rõ và thống nhất các yếu tố:
- Cấp độ hỏng có tính chỉ khi dừng máy hay tính cả lỗi nhỏ vẫn chạy được?
- Một lỗi xảy ra liên tục trong 10 phút được ghi 1 lần hay nhiều lần?
- Có loại trừ dừng do đổi mã, thiếu NVL, chờ kế hoạch không?
3.4. Đánh giá MTBF theo “mức độ ảnh hưởng” và “nhóm nguyên nhân”
MTBF chỉ trở nên hữu ích khi trả lời được câu hỏi: đang hỏng vì cái gì và hỏng có gây ảnh hưởng gì. Thực tế, có lỗi xảy ra ít nhưng mỗi lần gây dừng lâu, và có lỗi xảy ra nhiều nhưng xử lý nhanh. Vì vậy, nên phân tách MTBF theo: nhóm nguyên nhân (cơ khí, điện, khí nén, vận hành, vật tư…) và theo mức độ ảnh hưởng (dừng máy, giảm tốc, ảnh hưởng chất lượng). Cách nhìn này giúp ưu tiên đúng điểm nghẽn thay vì đổ lỗi rằng MTBF thấp.
3.5. MTBF nên kết hợp với MTTR và tổng thể thời gian thiết bị dừng hoạt động
Nguyên tắc đánh giá là: dùng MTBF để hiểu tần suất hỏng, dùng MTTR để hiểu tốc độ khôi phục, và nhìn thêm tổng thể thời gian máy dừng để thấy tác động thật lên sản xuất. Khi 3 góc nhìn này khớp nhau, kết luận mới “ra được quyết định” (tăng bảo trì phòng ngừa, thay linh kiện, chuẩn hóa vận hành, hay đầu tư thay máy)
4. 5 giải pháp cải thiện MTBF
Khi phát hiện MTBF thấp, doanh nghiệp cần bắt bệnh thông qua xác định cách thức vận hành, bảo trì và kiểm soát thiết bị. Đồng thời đưa ra giải pháp để kéo dài thời gian giữa các lần hỏng, thay vì chỉ xử lý sự cố khi đã xảy ra. Dưới đây là 5 gợi ý giúp doanh nghiệp cải thiện MTBF hiệu quả:
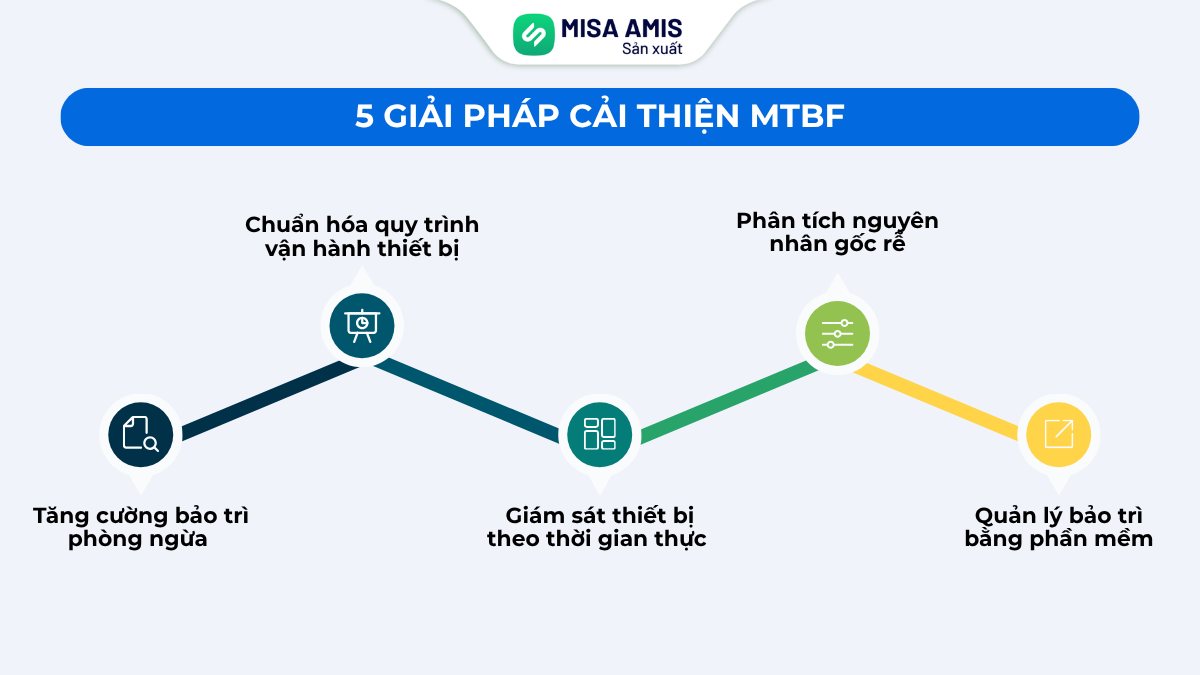
4.1. Tăng cường bảo trì phòng ngừa
Một trong những cách hiệu quả nhất để cải thiện MTBF là chuyển từ bảo trì thụ động sang bảo trì phòng ngừa có kế hoạch. Việc kiểm tra định kỳ, thay thế linh kiện trước khi hỏng giúp giảm đáng kể các sự cố bất ngờ. Đồng thời, doanh nghiệp cũng cần xây dựng lịch bảo trì dựa trên dữ liệu vận hành thay vì cảm tính để tối ưu hiệu quả.
4.2. Chuẩn hóa quy trình vận hành thiết bị
Sai sót trong vận hành là nguyên nhân phổ biến khiến MTBF thấp dù thiết bị không có vấn đề kỹ thuật. Việc thiết lập quy trình vận hành chuẩn, đào tạo nhân sự và kiểm soát tuân thủ giúp giảm lỗi do con người. Khi thiết bị được vận hành đúng tải, đúng điều kiện và đúng thao tác, tần suất hỏng hóc sẽ giảm rõ rệt, từ đó cải thiện độ ổn định và kéo dài MTBF.
4.3. Giám sát thiết bị theo thời gian thực
Các chỉ số như rung động, nhiệt độ, áp suất… có thể cảnh báo sớm dấu hiệu bất thường trước khi xảy ra hỏng hóc. Nhờ đó, doanh nghiệp có thể xử lý sớm các vấn đề tiềm ẩn thay vì chờ đến khi thiết bị dừng đột ngột. Cách tiếp cận này giúp tăng MTBF bằng việc giảm số lần hỏng không dự báo trước.
4.4. Phân tích nguyên nhân gốc rễ
Nếu chỉ sửa lỗi mà không xử lý tận gốc nguyên nhân, sự cố sẽ tiếp tục lặp lại và làm giảm MTBF. Do đó, cần áp dụng các phương pháp như 5 Whys, Fishbone Diagram (Biểu đồ xương cá) để xác định nguyên nhân cốt lõi của từng sự cố. Khi nguyên nhân gốc được loại bỏ triệt để, số lần hỏng lặp lại giảm, giúp kéo dài thời gian vận hành ổn định của thiết bị.
ĐỌC THÊM: Biểu đồ xương cá là gì? Hướng dẫn 6 bước xây dựng biểu đồ xương cá
4.5. Quản lý bảo trì bằng phần mềm
Số hóa toàn bộ dữ liệu bảo trì và vận hành giúp doanh nghiệp có thể theo dõi lịch sử sự cố, tính toán MTBF tự động, phân tích xu hướng và đưa ra quyết định chính xác hơn. Quản lý tập trung giúp tránh bỏ sót bảo trì, tối ưu nguồn lực và cải thiện độ tin cậy thiết bị một cách bền vững.
5. Ứng dụng MISA AMIS Sản xuất trong việc cải thiện MTBF
MTBF chỉ thực sự được cải thiện khi doanh nghiệp có đủ dữ liệu đúng, quy trình chuẩn và công cụ hành động kịp thời. Đây chính xác là những gì MISA AMIS Sản xuất hỗ trợ – tạo ra vòng quản trị khép kín để liên tục kéo dài khoảng thời gian giữa các lần hỏng.
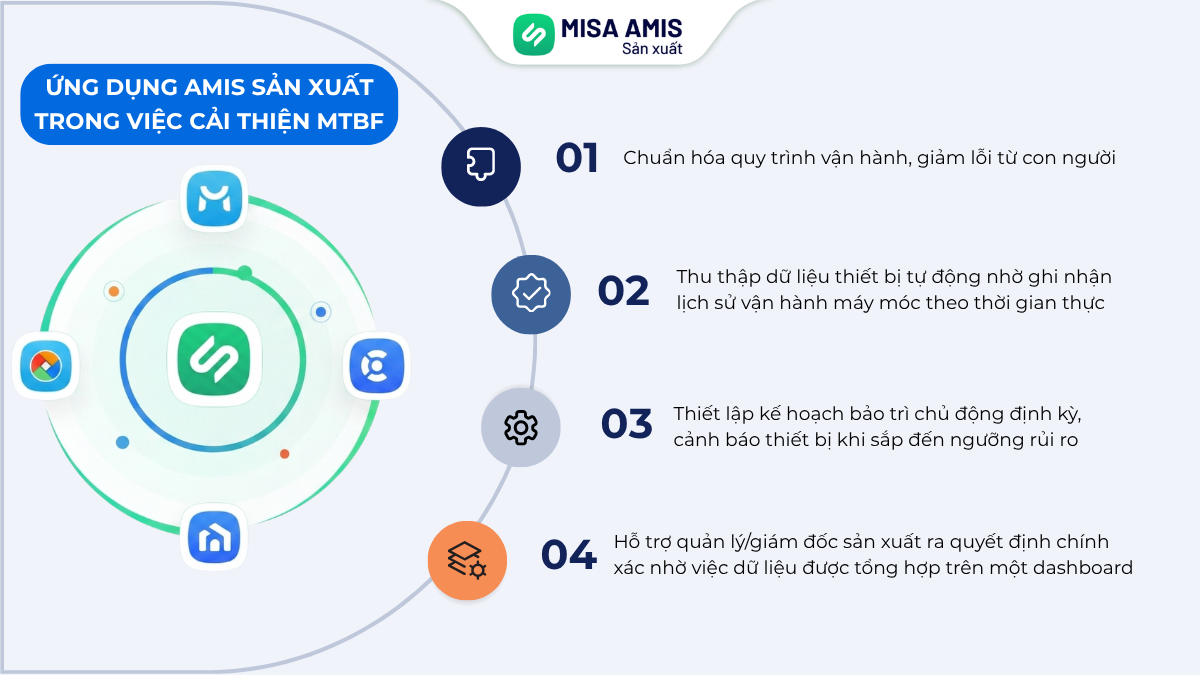
Một số ứng dụng của AMIS Sản xuất trong việc hỗ trợ cải thiện chỉ số MTBF:
- Chuẩn hóa quy trình vận hành, giảm lỗi từ con người
- Thu thập dữ liệu thiết bị tự động nhờ ghi nhận lịch sử vận hành máy móc theo thời gian thực, lưu trữ toàn bộ sự cố, thời điểm hỏng, thời điểm khắc phục
- Thiết lập kế hoạch bảo trì chủ động định kỳ, cảnh báo thiết bị khi sắp đến ngưỡng rủi ro, gợi ý kế hoạch bảo trì dựa trên lịch sự vận hành thông qua tích hợp AI thông minh
- Hỗ trợ quản lý/giám đốc sản xuất ra quyết định chính xác nhờ việc dữ liệu được tổng hợp trên một dashboard, theo dõi realtime theo từng nhà máy / dây chuyền và hỗ trợ lãnh đạo ra quyết định nhanh, chính xác.




Đăng ký dùng thử & tư vấn lộ trình triển khai và tư vấn 1-1 trực tiếp tại doanh nghiệp ngay hôm nay!
Lời kết
MTBF không chỉ là một con số kỹ thuật, mà là chỉ số phản chiếu năng lực vận hành của doanh nghiệp. Khi được đo lường đúng, MTBF sẽ giúp tối ưu chi phí và nâng cao hiệu suất toàn nhà máy. Đặc biệt, với sự hỗ trợ của các nền tảng như MISA AMIS Sản xuất, doanh nghiệp có thể chuyển từ phản ứng bị động sang quản trị chủ động, từng bước xây dựng hệ thống sản xuất ổn định và bền vững.
![]()