Bạn có bao giờ tự hỏi vì sao cùng một dây chuyền sản xuất, nhưng biên lợi nhuận của đối thủ lại cao hơn hẳn so với doanh nghiệp của mình? Câu trả lời có thể không nằm ở công nghệ đắt tiền hơn, mà ở khả năng thấu hiểu một chỉ số sống còn: Capacity Utilization (Công suất hiệu dụng).

Trong bài viết này, hãy cùng MISA AMIS giải mã bản chất của Capacity Utilization, công thức tính toán chuẩn xác đâu là “điểm rơi” công suất lý tưởng để tối đa hóa lợi nhuận mà vẫn đảm bảo hệ thống vận hành bền vững? Và lộ trình 4 bước để nhà quản lý biến các số liệu khô khan thành đòn bẩy chiến lược giúp tối ưu hóa chi phí sản xuất ngay hôm nay.

1. Capacity Utilization là gì?
Capacity Utilization (Công suất hiệu dụng) là chỉ số phản ánh mức độ khai thác “tiềm năng” thực tế của doanh nghiệp so với hiệu suất tối đa mà hệ thống máy móc, quy trình và nguồn nhân lực có thể cung cấp.
Hiểu một cách đơn giản, chỉ số này cho biết dây chuyền đang vận hành bao nhiêu công suất tối đa để phục vụ hoạt động sản xuất.
Khi công suất hiệu dụng tăng, chi phí cố định (như khấu hao, mặt bằng, quản lý) được phân bổ trên mỗi đơn vị sản phẩm sẽ giảm xuống, giúp giảm giá thành và tăng biên lợi nhuận gộp. Tuy nhiên, vận hành ở mức 100% công suất liên tục không phải lúc nào cũng lý tưởng vì hệ thống cần “khoảng đệm” (capacity cushion) để bảo trì máy móc và ứng phó với nhu cầu thị trường đột biến.
Ví dụ:
-
Nếu chỉ số quá thấp (Dưới 60%): Doanh nghiệp đang lãng phí tài nguyên, máy móc nằm không (idle capacity), chi phí cố định cao.
-
Nếu chỉ số quá cao (Gần 100%): Hệ thống không có “khoảng đệm”, dễ dẫn đến rủi ro quá tải, hỏng hóc đột xuất và gây kiệt sức cho đội ngũ nhân công.
2. Tại sao phải xác định capacity utilization trong quản trị sản xuất?
Sau khi nắm rõ capacity utilization là gì, các nhà quản lý cần hiểu sâu về ý nghĩa chiến lược của chỉ số này để đưa ra các quyết định điều độ và đầu tư chính xác:
-
Tối ưu hóa bài toán chi phí (Đòn bẩy hoạt động): Khi tỷ lệ sử dụng công suất tăng lên, chi phí cố định (định phí như khấu hao máy móc, mặt bằng, quản lý) trên một đơn vị sản phẩm sẽ giảm xuống. Điều này giúp giảm giá thành sản phẩm và tăng mạnh biên lợi nhuận gộp.
-
Tìm kiếm điểm cân bằng chiến lược: Vận hành ở mức 100% công suất liên tục không phải là lý tưởng. Chỉ số này giúp nhà quản lý tìm ra “khoảng đệm công suất” (capacity cushion) hợp lý để vừa tối ưu chi phí, vừa có thời gian bảo trì máy móc và sẵn sàng ứng phó khi thị trường đột ngột tăng nhu cầu.
-
Cơ sở để mở rộng quy mô: Dựa vào chỉ số này, ban giám đốc sẽ quyết định khi nào cần đầu tư thêm máy móc, tăng ca, hoặc khi nào cần đẩy mạnh hoạt động bán hàng để lấp đầy công suất trống.
3. Công thức tính capacity utilization – công suất hiệu dụng
Về cơ bản, công thức tính toán tỷ lệ này như sau:
Capacity utilization (%) = (Công suất thực tế/Công uất tối đa)*100
Tuy nhiên, trong quản trị sản xuất hiện đại, cái bẫy lớn nhất nằm ở mẫu số: Sản lượng tiềm năng tối đa được định nghĩa như thế nào? Thông thường, các nhà máy sẽ phân tách thành hai góc nhìn:
| Loại công suất | Định nghĩa | Ý nghĩa quản trị |
| Công suất Thiết kế (Design) | Điều kiện hoàn hảo tuyệt đối (24/7, không dừng). | Đo lường tiềm năng mở rộng quy mô. |
| Công suất Khả dụng (Effective) | Đã trừ hao hụt kế hoạch (bảo trì, thay ca, nghỉ). | Đo lường năng lực điều hành thực tế. |
Ví dụ: Một dây chuyền sản xuất linh kiện điện tử có năng lực sản xuất tối đa theo thiết kế lý tưởng là 12.000 sản phẩm/tháng. Nhưng trong tháng vừa qua, do các yếu tố vận hành và điều độ đơn hàng, nhà máy thực tế chỉ làm ra được 9.000 sản phẩm đạt chất lượng.
Capacity utilization (%) = (9000/12000)*100 = 75%
Kết quả: Nhà máy đang vận hành ở mức 75% công suất tối đa. Ban quản lý còn 25% công suất trống để có thể nhận thêm đơn hàng hoặc tối ưu hóa lại quy trình.
Mức lý tưởng ngành: 80% – 85%. Dưới 60% gây lãng phí định phí; trên 90% dễ gây quá tải hệ thống và hỏng hóc máy móc.
4. Quy trình 4 bước triển khai tính toán capacity utilization tại nhà máy
Để áp dụng thành công chỉ số Capacity Utilization vào thực tế xưởng sản xuất một cách chính xác, bạn cần tuân thủ quy trình 4 bước tiêu chuẩn sau:
Bước 1: Đo lường sản lượng thực tế (Actual Output)/strong><
Xác định chính xác số lượng đơn vị sản phẩm được làm ra và đạt tiêu chuẩn đầu ra trong một khoảng thời gian cụ thể (tuần/tháng/quý). Việc thu thập dữ liệu chính xác ở bước này thông qua các hệ thống đếm tự động hoặc nhật ký sản xuất là tiền đề cho toàn bộ bài toán.
Bước 2: Xác định sản lượng tiềm năng tối đa (Maximum Potential Output)
Tính toán sản lượng cao nhất mà hệ thống có thể đạt được dưới điều kiện lý tưởng. Bước này đòi hỏi phải xem xét kỹ thông số kỹ thuật của thiết bị, số giờ lao động khả dụng và các giới hạn vận hành an toàn.
Bước 3: Áp dụng công thức tính tỷ lệ
Thực hiện phép tính chia giữa sản lượng thực tế cho sản lượng tối đa và nhân với 100 để ra tỷ lệ phần trăm như công thức ở mục 3.
Bước 4: Đánh giá và so sánh (Assess the Rate)
So sánh tỷ lệ vừa tính được với tiêu chuẩn ngành (industry benchmarks) và dữ liệu lịch sử của chính nhà máy. Nếu tỷ lệ vượt quá 90%, hệ thống đang chịu áp lực lớn (nguy cơ nghẽn cổ chai). Nếu dưới 60%, bạn cần rà soát lại quy trình hoặc thúc đẩy bộ phận kinh doanh tìm kiếm thêm đơn hàng.
5. Xu hướng số hóa nhà máy, tối ưu kiểm soát capacity utilization
Để quản trị và tối ưu hóa hiệu suất sử dụng công suất, việc phụ thuộc vào các báo cáo thủ công bằng Excel thường mang lại độ trễ lớn và sai số. Các doanh nghiệp sản xuất hiện đại ngày nay thường ứng dụng công nghệ để quản trị trực quan:
-
Sử dụng Sơ đồ Gantt (Gantt Charts): Giúp điều độ các lệnh sản xuất trực quan, theo dõi sát sao sự phụ thuộc giữa các công đoạn và phân phối tải trọng công việc đều đặn theo thời gian.
-
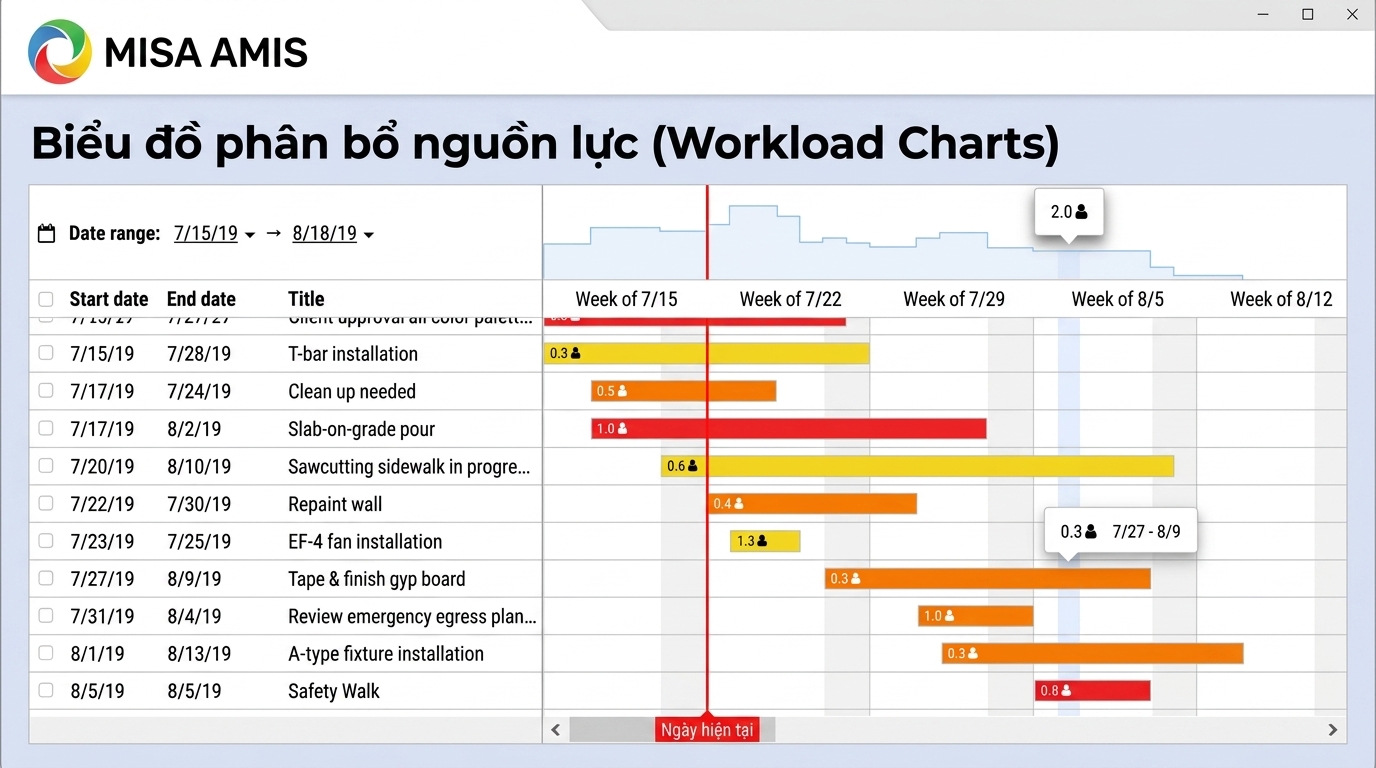
Biểu đồ phân bổ nguồn lực (Workload Charts): Theo dõi thời gian thực (real-time) xem máy móc hoặc tổ đội nào đang quá tải, nơi nào đang trống lịch để kịp thời điều chuyển.
-
Hệ thống dữ liệu số hóa (IoT & MES): Kết nối dữ liệu từ mặt sàn sản xuất (shop floor) lên hệ thống quản trị, giúp ghi nhận sản lượng thực tế chính xác từng phút, từ đó tính toán chỉ số hiệu suất liên tục và chính xác.
-
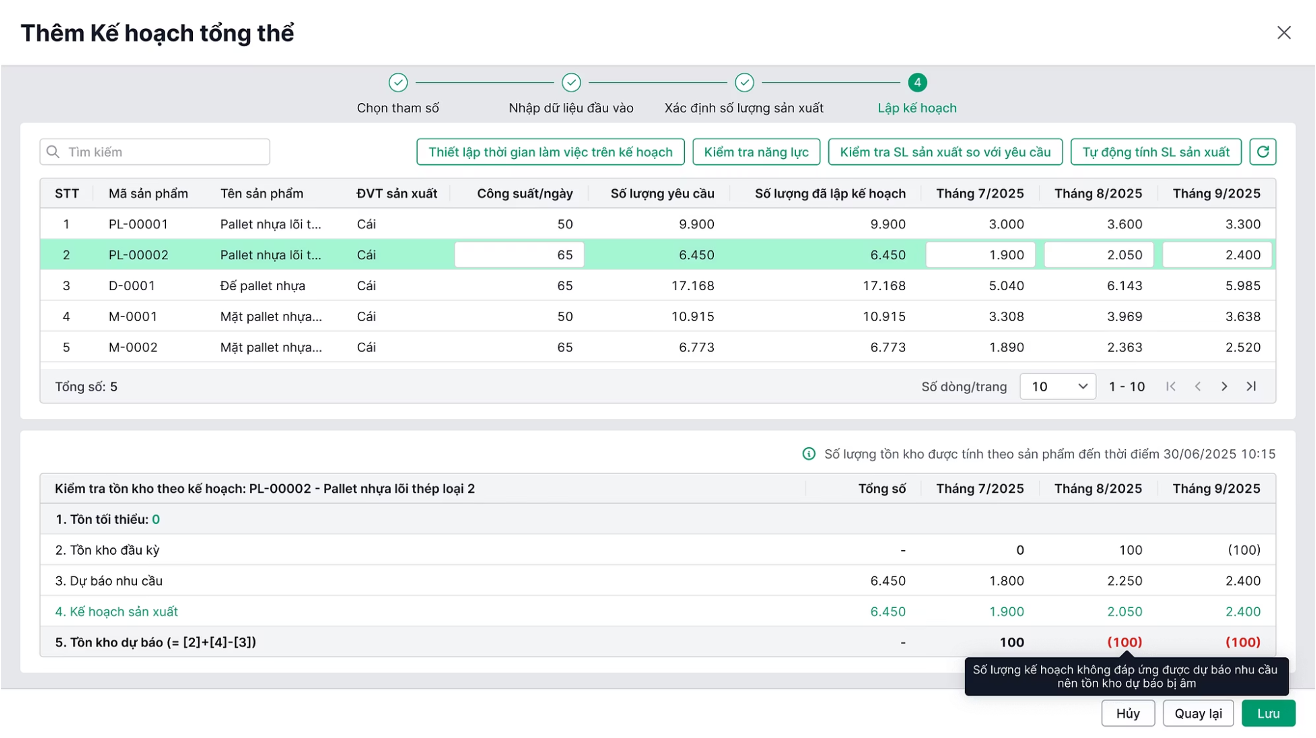
Ứng dụng hệ thống quản trị tổng thể ERP (Enterprise Resource Planning): Đóng vai trò là “bộ não trung tâm” kết nối dữ liệu từ mặt sàn sản xuất với phòng kinh doanh và kho vận. ERP tự động hóa việc tính toán Công suất khả dụng (Effective Capacity) dựa trên lịch làm việc, định mức máy và tự động cân bằng năng lực nhà máy ngay khi có đơn hàng mới (thông qua phân hệ MPS/MRP), ngăn chặn tình trạng lãng phí hoặc quá tải công suất từ tầng chiến lược.
6. MISA AMIS Sản xuất – ERP quản trị sản xuất toàn diện, tối ưu Capacity Utilization
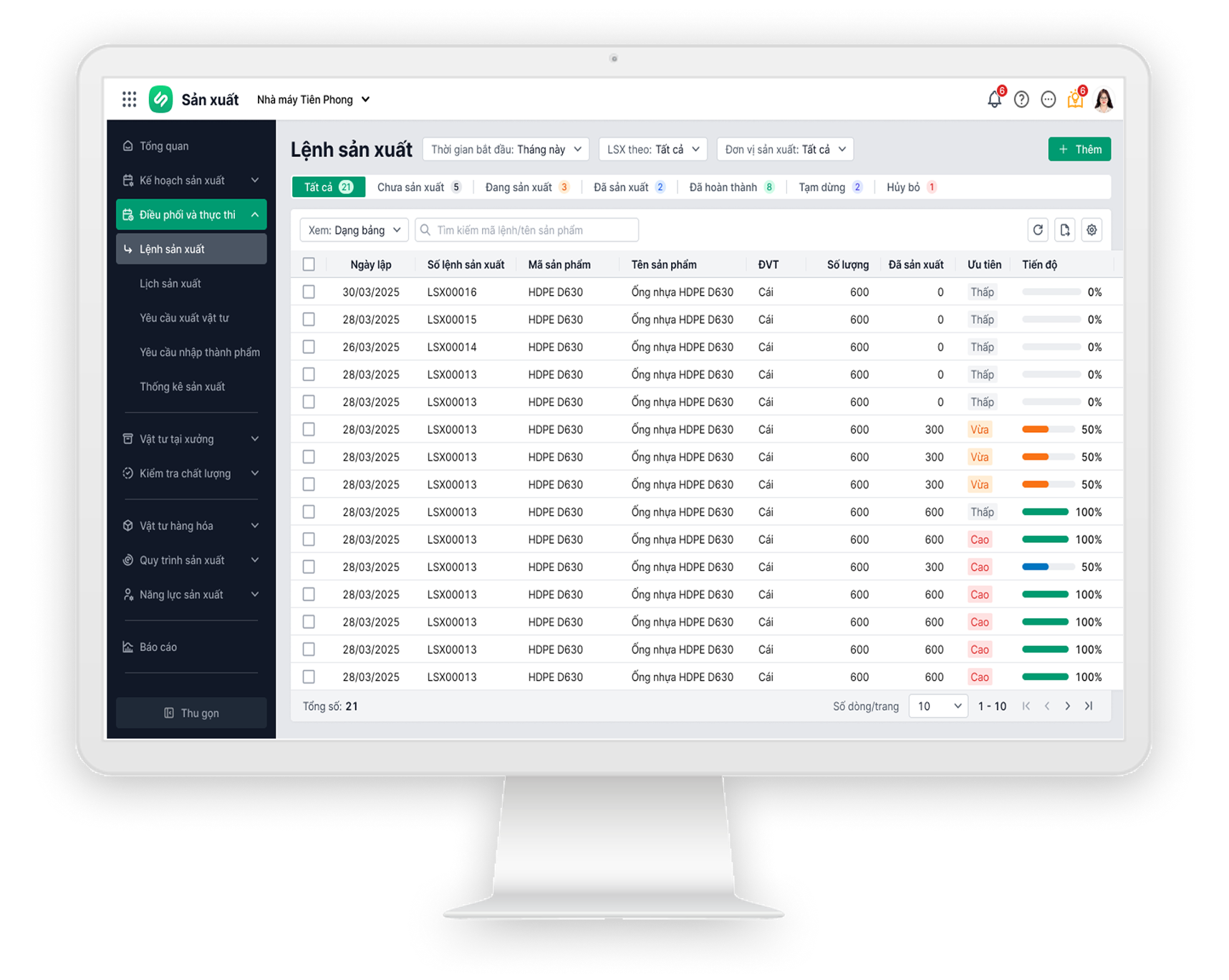
Các hệ thống ERP quản trị sản xuất hiện đại cho phép nhà máy phép khai báo chi tiết năng lực của từng trạm máy, dây chuyền và quy trình công nghệ. Từ đó, hệ thống lập lịch phân bổ tải (Finite Capacity Scheduling) để tự động cảnh báo nếu một lệnh sản xuất vượt quá giới hạn công suất cho phép của máy móc hoặc nhân sự.
Sự tối ưu của các phần mềm quản lý sản xuất hiện đại là lý do ngày càng nhiều doanh nghiệp lựa chọn AMIS Sản xuất, giải pháp số hóa chuyên sâu, giúp chuẩn hóa quy trình, kiểm soát dữ liệu đầu vào, tự động cảnh báo lỗi sản xuất và ngăn chặn sai sót ngay tại từng công đoạn – từ đó tối ưu thời gian, đo lường và tối ưu Capacity Utilization.
Một số tính năng nổi bật của AMIS Sản xuất:
Khả năng hiển thị trực quan thông qua Dashboard thời gian thực
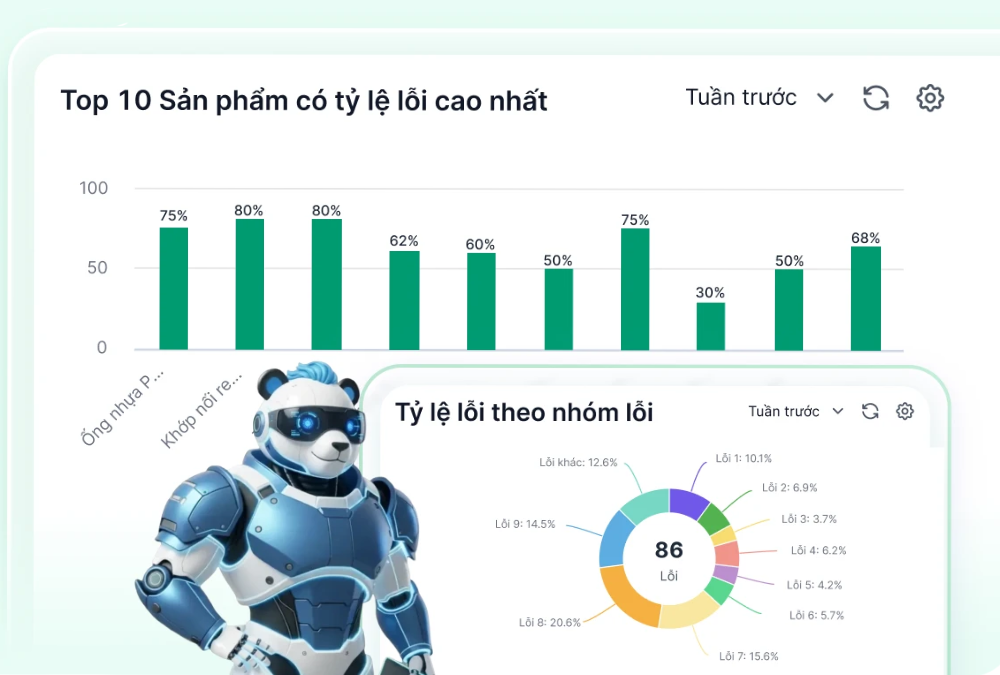
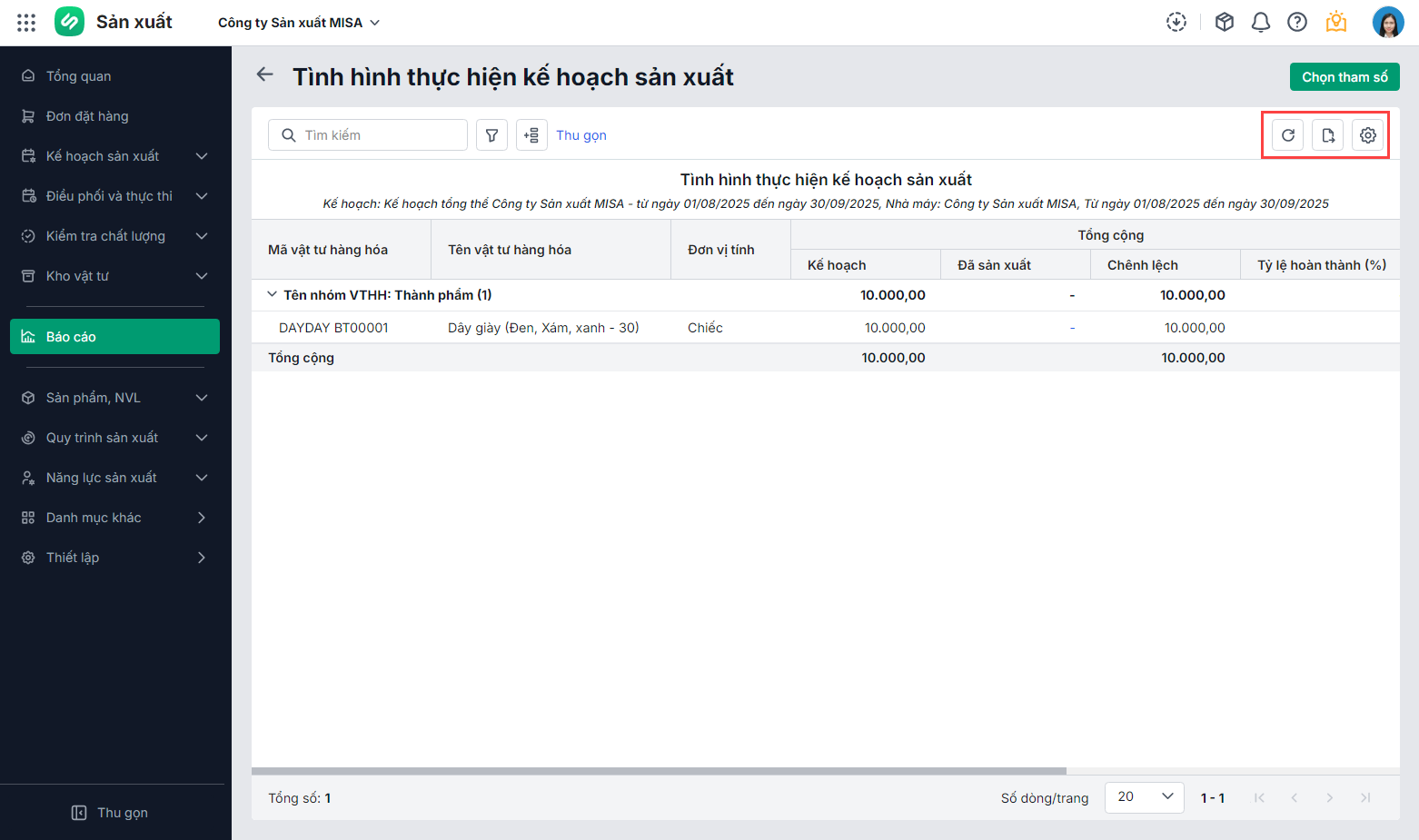
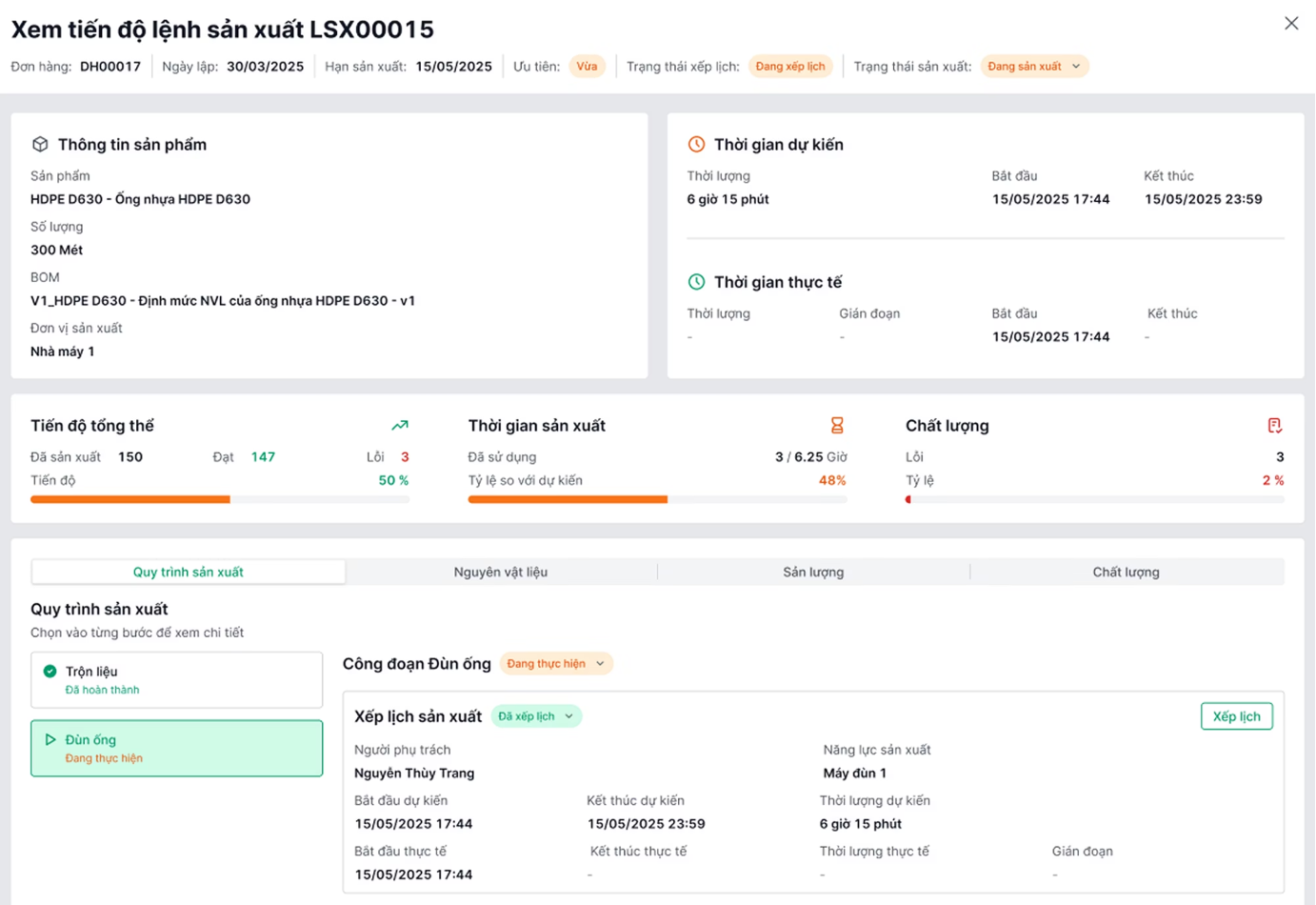
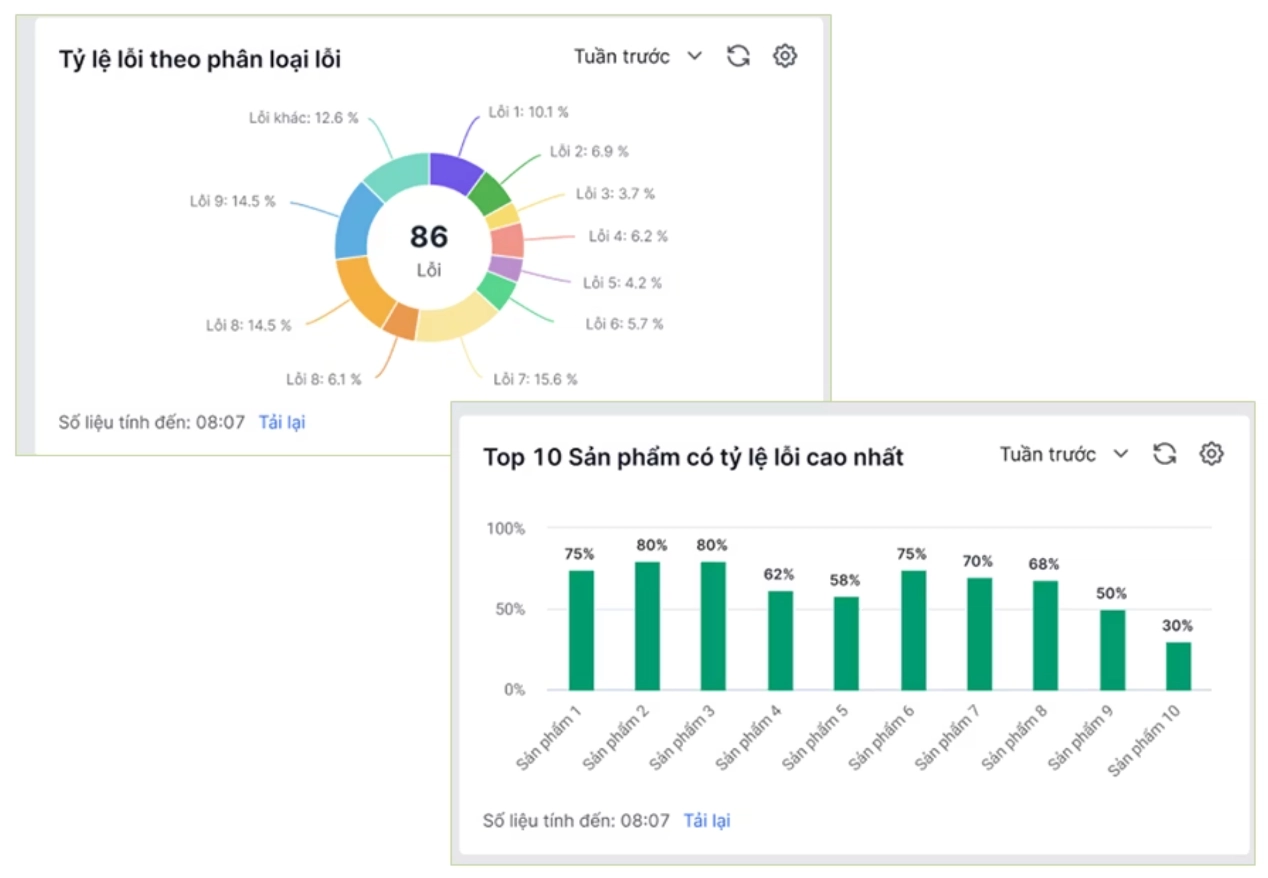
Hệ thống cần cung cấp các bảng biểu, biểu đồ phân bổ tải (Workload Charts) và sơ đồ Gantt trực quan cho quản xưởng. Khi nhìn vào Dashboard, người quản lý phải thấy ngay tỷ lệ phần trăm sử dụng công suất hiện tại của từng tổ đội, từ đó chủ động điều chuyển nhân lực hoặc cấu hình lại dòng chảy sản xuất một cách linh hoạt.
Mọi dữ liệu về sản lượng, công suất, tỷ lệ đạt/lỗi từ các trạm kiểm tra chất lượng được cập nhật liên tục lên dashboard trực quan của Quản đốc và Giám đốc nhà máy.
Tự động cân đối và cung ứng vật tư
Nhờ liên kết xuyên suốt dữ liệu từ Đơn hàng – Lệnh sản xuất – Kho vật tư, khi phát hiện nhà nhà máy cần gia tăng công suất, phần mềm lập tức truy xuất ngược lại nhà cung cấp,= tự động kích hoạt lệnh cung ứng vật tư bổ sung, giảm tối đa thời gian chờ đợi và triệt tiêu tồn kho ảo.
Tính toán chi phí giá thành theo mức độ khai thác công suất
Một tiêu chí nâng cao nhưng cực kỳ quan trọng ở tầng quản trị: ERP phải có khả năng phân bổ định phí dựa trên tỷ lệ Capacity Utilization thực tế. Hệ thống cần bóc tách được chi phí của phần công suất lãng phí (idle capacity cost), giúp bộ phận tài chính và ban giám đốc nhìn rõ dòng tiền đang bị nghẽn ở đâu để có chính sách tối ưu hóa giá thành sản phẩm.
Dữ liệu lỗi được kết nối trực tiếp với bài toán tài chính. Phần mềm tự động phân bổ chi phí hao hụt nguyên vật liệu, chi phí nhân công, máy móc bị lãng phí do sản phẩm lỗi vào giá thành chi tiết của từng công đoạn.
Tích hợp mượt mà với các phân hệ sản xuất, phòng ban doanh nghiệp
Để tối ưu hóa công suất một cách toàn diện, một hệ thống ERP sản xuất không thể hoạt động độc lập mà phải có khả năng kết nối, tích hợp và đồng bộ mượt mà với các phần mềm quản lý nội bộ lẫn các kênh tương tác bên ngoài.
AMIS Sản xuất liên thông trực tiếp dữ liệu xuất kho nguyên vật liệu, khối lượng phế phẩm bị hủy (Scrap) và ngày công thực tế phát sinh từ phân xưởng để sửa chữa hàng lỗi (Rework) về phân hệ Kế toán.

MISA Sản xuất nằm trong hệ sinh thái phần mềm quản trị doanh nghiệp MISA AMIS, với hơn 40+ ứng dụng được kết nối với nhau có khả năng đáp ứng nhu cầu quản lý toàn diện của mọi doanh nghiệp để dễ dàng tối ưu toàn bộ hoạt động vận hành và nâng cao hiệu quả hoạt động.

Hơn 350.000+ doanh nghiệp đã tin chọn MISA AMIS Sản xuất, trong đó có Công ty Cổ phần Viglacera Hạ Long, Công ty TNHH Sản xuất Xây dựng Thương mại Đại Á Châu, Công ty Cổ phần Dược phẩm Mediplantex… và nhiều khách hàng khác.
Dùng thử và khám phá sức mạnh của MISA AMIS Sản xuất tại đây:
Lời kết
Hiểu rõ Capacity Utilization là gì và cách tính toán chuẩn xác là chìa khóa vàng giúp doanh nghiệp làm chủ năng lực sản xuất, tối ưu hóa định phí và nâng cao biên lợi nhuận. Hãy bắt đầu đo lường chỉ số này ngay hôm nay để tìm ra những “điểm nghẽn” và cơ hội tăng trưởng còn tiềm ẩn trong nhà máy của bạn.
![]()