








































Trong sản xuất và quản trị chuỗi cung ứng, Yield rate (Tỷ lệ sản lượng đạt chuẩn) không chỉ đơn thuần là một con số thống kê chất lượng. Nó là chỉ số sinh tử quyết định đến biên lợi nhuận, năng lực cạnh tranh và là thước đo phản ánh chính xác mức độ trưởng thành của một hệ thống vận hành.
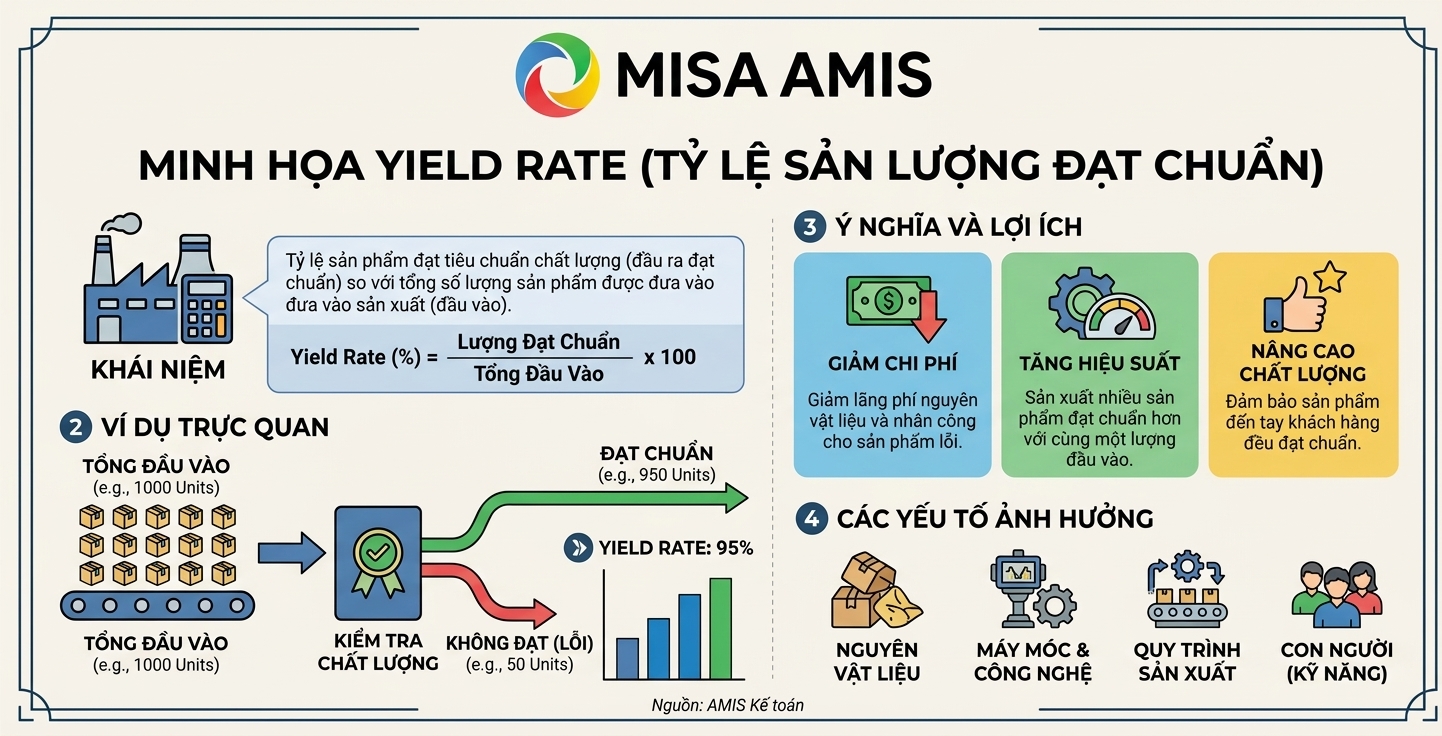
Tuy nhiên, khi đi sâu vào công tác vận hành nhà máy, Yield rate không được cá kỹ sư nhìn nhận như một chỉ số duy nhất mà thường được bóc tách thành nhiều tầng chỉ số để tìm ra chính xác điểm nghẽn (bottleneck) của dây chuyền.
| MISA THÂN TẶNG BẠN BỘ MẪU 50+ TEMPLATE QUẢN TRỊ KẾ HOẠCH SẢN XUẤT |
1. Các cấp độ đo lường Yield Rate chuyên sâu là gì?
Để quản trị sản xuất hiệu quả, các kỹ sư vận hành và giám đốc nhà máy thường chia Yield rate thành 3 chỉ số cốt lõi sau:
First Time Yield (FTY) – Tỷ lệ đạt chuẩn từ lần đầu tiên
FTY đo lường tỷ lệ sản phẩm đi qua một công đoạn (hoặc toàn bộ quy trình) đạt chất lượng ngay từ lần đầu tiên mà không cần bất kỳ sự chỉnh sửa, làm lại (rework) nào.
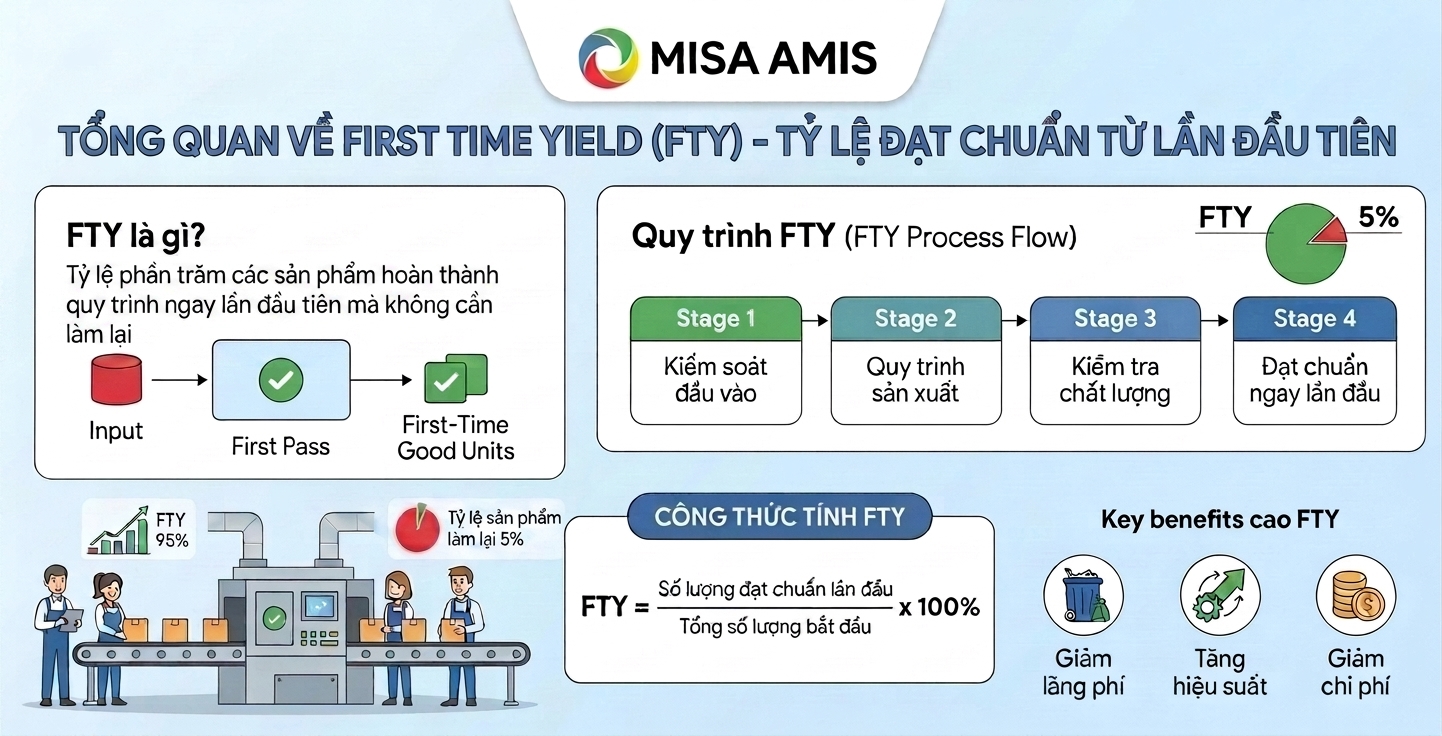
Ý nghĩa: FTY vạch trần “thất thoát ngầm” (Hidden Factory) – nơi doanh nghiệp đang lãng phí thời gian, nhân công và chi phí để sửa chữa các sản phẩm lỗi mà nếu chỉ nhìn vào sản lượng đầu ra cuối ngày sẽ không phát hiện ra.
Roll Throughput Yield (RTY) – Tỷ lệ năng suất tích lũy
Đối với một quy trình sản xuất gồm nhiều công đoạn nối tiếp nhau, RTY là xác suất một sản phẩm đi qua toàn bộ các công đoạn đó mà không gặp một lỗi nào. RTY được tính bằng cách nhân FTY của từng công đoạn lại với nhau.
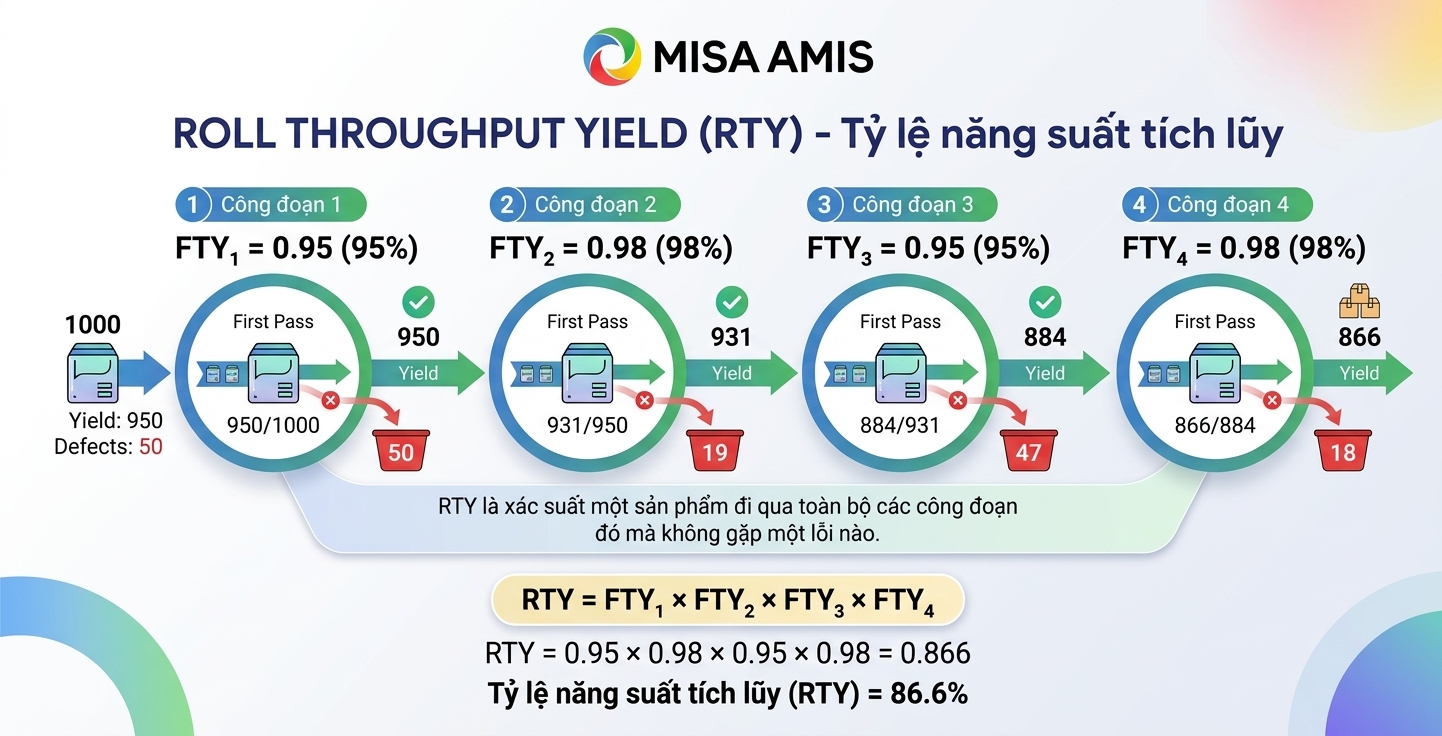 Thực tế: Dù nhìn từng công đoạn có vẻ rất cao (90% – 98%), nhưng thực tế toàn chuỗi chỉ có 86,6% sản phẩm đi qua trơn tru mà không bị lỗi hoặc phải sửa chữa.
Thực tế: Dù nhìn từng công đoạn có vẻ rất cao (90% – 98%), nhưng thực tế toàn chuỗi chỉ có 86,6% sản phẩm đi qua trơn tru mà không bị lỗi hoặc phải sửa chữa.
C. Final Yield (Tỷ lệ sản lượng cuối cùng)
Là tỷ lệ sản phẩm đạt chuẩn cuối cùng sau khi đã tính cả các sản phẩm được sửa chữa thành công (rework).
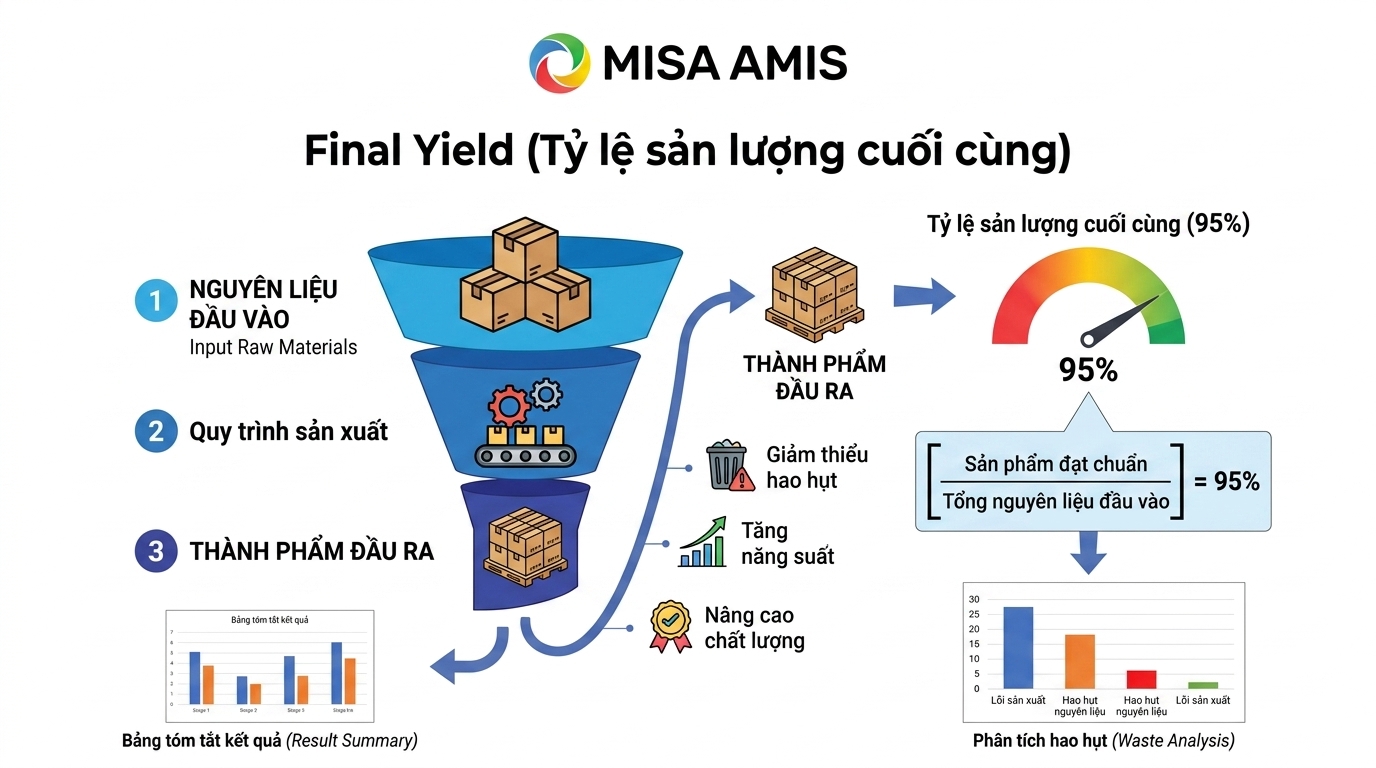
Chỉ số này thường đánh lừa thị giác của nhà quản lý nếu họ không kiểm tra chi phí tiêu hao cho việc sửa chữa đó.
2. Tác động dây chuyền của yield rate trong sản xuất là gì?
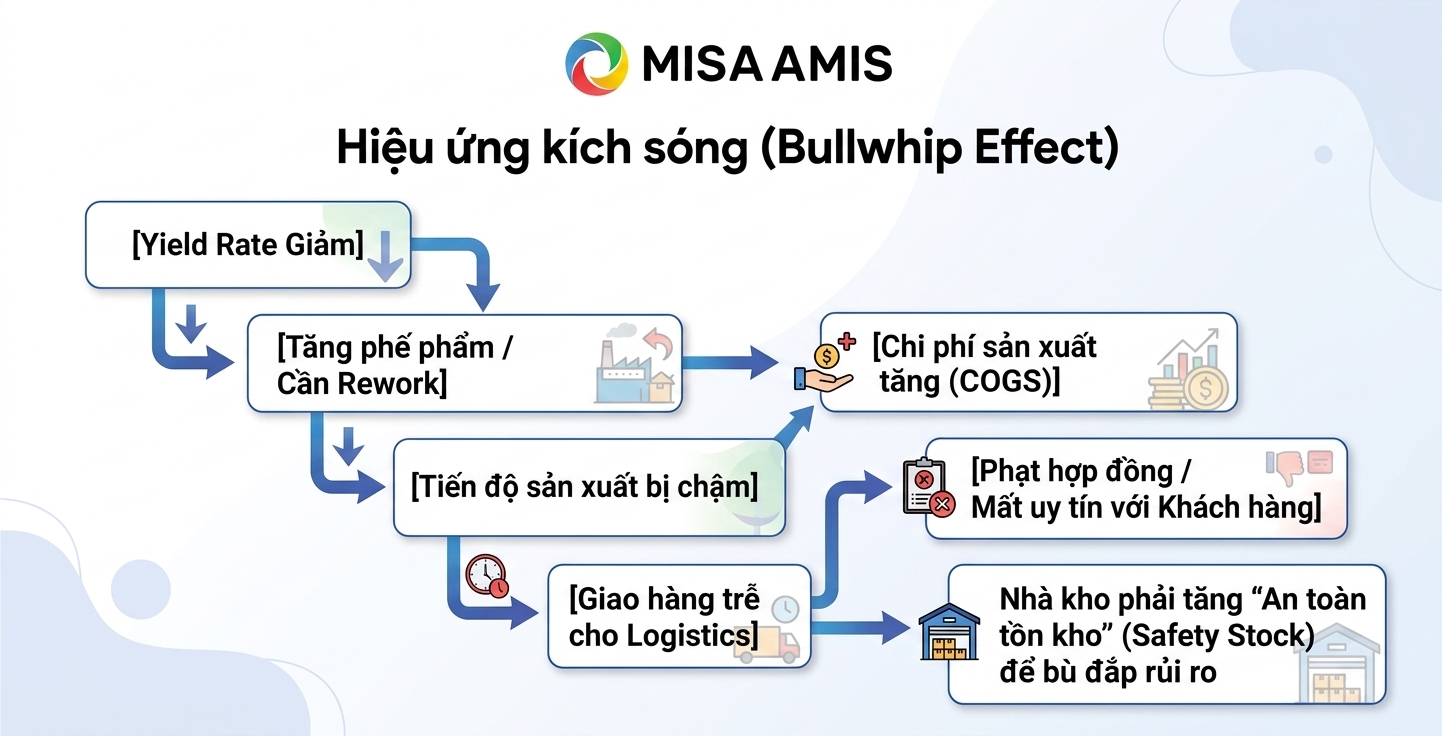
Một biến động nhỏ của Yield rate tại nhà máy có thể gây ra hiệu ứng kích sóng (Bullwhip Effect) phá vỡ tính ổn định của toàn bộ chuỗi cung ứng:
-
Độ trễ và Tính bất định (Uncertainty): Khi Yield rate không ổn định, phòng Kế hoạch sản xuất (Production Planning) không thể dự đoán chính xác cần đưa bao nhiêu nguyên vật liệu đầu vào để ra được số lượng thành phẩm cam kết với khách hàng.
-
Áp lực tồn kho: Để đối phó với một dây chuyền có Yield rate trồi sụt, chuỗi cung ứng bắt buộc phải phình to kho chứa Safety Stock (Tồn kho an toàn), làm tăng chi phí lưu kho và ứ đọng vốn lưu động.
3. Các yếu tố cốt lõi ảnh hưởng đến Yield Rate
Trong các nhà máy hiện đại, đặc biệt là các nhà máy đang chuyển dịch theo xu hướng tự động hóa và thông minh hóa, Yield rate chịu sự chi phối chặt chẽ bởi mô hình 4M:
-
Machine (Máy móc/Thiết bị): Độ chính xác của máy, tần suất bảo trì dự đoán (Predictive Maintenance). Máy cũ hoặc không được hiệu chuẩn định kỳ là nguyên nhân hàng đầu gây lệch thông số kích thước, nhiệt độ, áp suất, trực tiếp làm tụt Yield.
-
Material (Nguyên vật liệu): Chất lượng vật liệu đầu vào từ nhà cung ứng không đồng đều. Nếu phôi thép bị lẫn tạp chất hoặc hạt nhựa có độ ẩm cao, Yield rate của thành phẩm chắc chắn sẽ sụt giảm dù máy móc có hiện đại đến đâu.
-
Man (Con người): Tay nghề và sự tuân thủ quy trình chuẩn (SOP) của công nhân. Trong các nhà máy tự động hóa hoàn toàn (Sleepless Factory), yếu tố “Con người” dịch chuyển từ vận hành trực tiếp sang năng lực tối ưu thuật toán điều khiển và xử lý sự cố hệ thống.
-
Method (Phương pháp): Thiết kế quy trình sản xuất (Design for Manufacturing – DFM). Nếu một sản phẩm có thiết kế quá phức tạp, không tối ưu cho việc lắp ráp bằng robot hoặc khuôn dập, tỷ lệ lỗi tự nhiên của dây chuyền đó sẽ luôn ở mức cao.
4. Chiến lược cải thiện Yield Rate trong sản xuất hiện đại
Để đẩy Yield rate tiệm cận mức lý tưởng (99% – 100%), các doanh nghiệp sản xuất không còn áp dụng phương pháp “đợi lỗi rồi sửa” mà chuyển sang quản trị chủ động:
-
Áp dụng phương pháp 6 Sigma (Six Sigma): Sử dụng các mô hình thống kê kiểm soát quy trình (SPC – Statistical Process Control) để phát hiện xu hướng sai lệch của máy móc trước khi nó thực sự tạo ra phế phẩm. Đưa quy trình về ngưỡng $3,4$ lỗi trên một triệu cơ hội (DPMO).
-
Số hóa bằng Hệ thống IoT và Cảm biến thời gian thực: Cài đặt các cảm biến thu thập dữ liệu về dòng điện, độ rung, nhiệt độ của thiết bị. Khi phát hiện thông số cốt lõi lệch khỏi biên độ an toàn, hệ thống tự động điều chỉnh (Closed-loop control) hoặc dừng máy cảnh báo để bảo toàn Yield rate.
-
Ứng dụng Thị giác máy tính (Computer Vision AI): Thay vì kiểm tra chất lượng bằng mắt người ở cuối đường ống, các camera AI được lắp đặt ở từng công đoạn để quét bề mặt, phát hiện các vết xước hoặc lỗi lắp ráp siêu nhỏ chỉ trong vài mili-giây, loại bỏ ngay lập tức sản phẩm lỗi trước khi nó tiêu tốn thêm chi phí ở các công đoạn tiếp theo.
Đây là lý do ngày càng nhiều doanh nghiệp lựa chọn các giải pháp phần mềm như AMIS Sản xuất để “số hóa” trong vận hành. Hệ thống giúp chuẩn hóa quy trình, kiểm soát dữ liệu đầu vào, cảnh báo Yield Rate và ngăn chặn sai sót ngay tại từng công đoạn.

Nhận lộ trình báo giá & tư vấn trực tiếp tại doanh nghiệp
5. Hướng dẫn tính chi tiết Yield Rate theo quy trình sản xuất 5 công đoạn
Giả sử bạn đang quản lý một dây chuyền sản xuất bo mạch điện tử gồm 5 công đoạn nối tiếp nhau. Số lượng phôi đầu vào ban đầu tại Công đoạn 1 là 1.000 sản phẩm.
Dưới đây là số liệu ghi nhận thực tế từ xưởng sản xuất trong một ca làm việc:
nếu chỉ nhìn vào con số Yield Rate tổng thể, doanh nghiệp rất dễ rơi vào bẫy “báo cáo đẹp” mà bỏ qua những chi phí ẩn khổng lồ.
| Công đoạn | Đầu vào (Input) | Đạt chuẩn ngay từ đầu (Passed) | Bị lỗi cần sửa chữa (Rework) | Phế phẩm hủy bỏ (Scrap) | Đầu ra chuyển tiếp (Output) |
| CĐ 1: Sắp đặt linh kiện | 1.000 | 950 | 30 | 20 | 980 |
| CĐ 2: Hàn linh kiện | 980 | 901 | 64 | 15 | 965 |
| CĐ 3: Kiểm tra quang học | 965 | 936 | 19 | 10 | 955 |
| CĐ 4: Nạp phần mềm | 955 | 945 | 5 | 5 | 950 |
| CĐ 5: Đóng gói thành phẩm | 950 | 948 | 0 | 2 | 948 |
5.1. Các bước tính toán chi tiết
Bước 1: Tính First Time Yield (FTY) cho từng công đoạn
Nhắc lại nguyên tắc cốt lõi: FTY chỉ tính những sản phẩm đạt chuẩn ngay từ lần đầu tiên, hoàn toàn không chấp nhận sản phẩm phải sửa chữa (Rework), dù sau đó sửa xong vẫn dùng được.
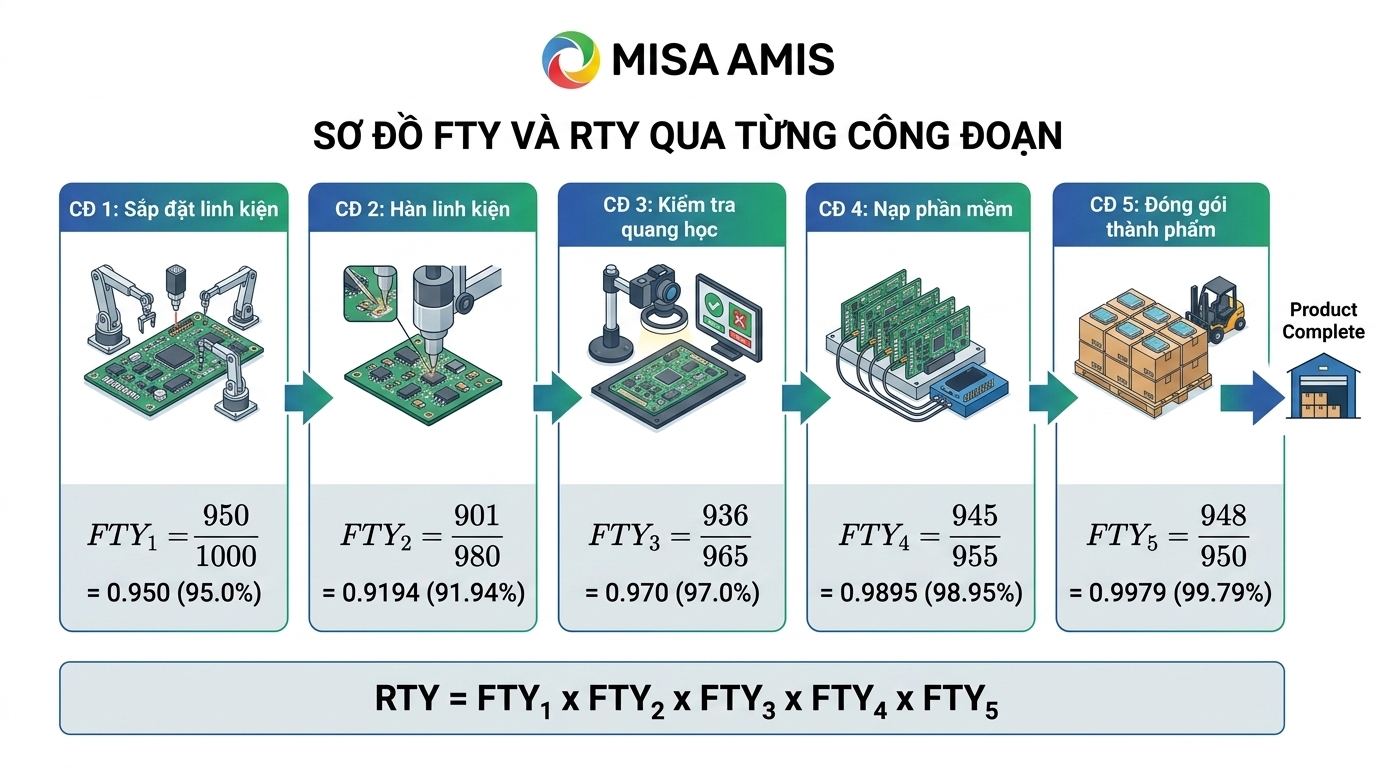
Bước 2: Tính Rolled Throughput Yield (RTY) cho toàn chuỗi
RTY là xác suất để 1 sản phẩm đi từ đầu đến cuối quy trình 5 bước này mà không bị bất kỳ lỗi nào, không phải sửa chữa bất kỳ lần nào.
| RTY = 0,950 x 0,9194 x 0,970 x 0,9895 x 0,9979 = 0,8364 |
Kết quả thực tế: RTY = 83,64%
Bước 3: So sánh với Final Yield (Tỷ lệ sản lượng cuối cùng)
Hãy nhìn vào con số báo cáo cuối ngày mà các trưởng ca thường nộp cho bạn:
-
Đầu vào hệ thống: 1.000 sản phẩm.
-
Thành phẩm xuất kho: 948 sản phẩm.
5.2. Phân tích bản chất vận hành: Sự nguy hiểm của thất thoát ngầm
Sự chênh lệch giữa Final Yield (94,8%) và RTY (83,64%) chính là minh chứng cho sự tồn tại của “thất thoát ngầm”.
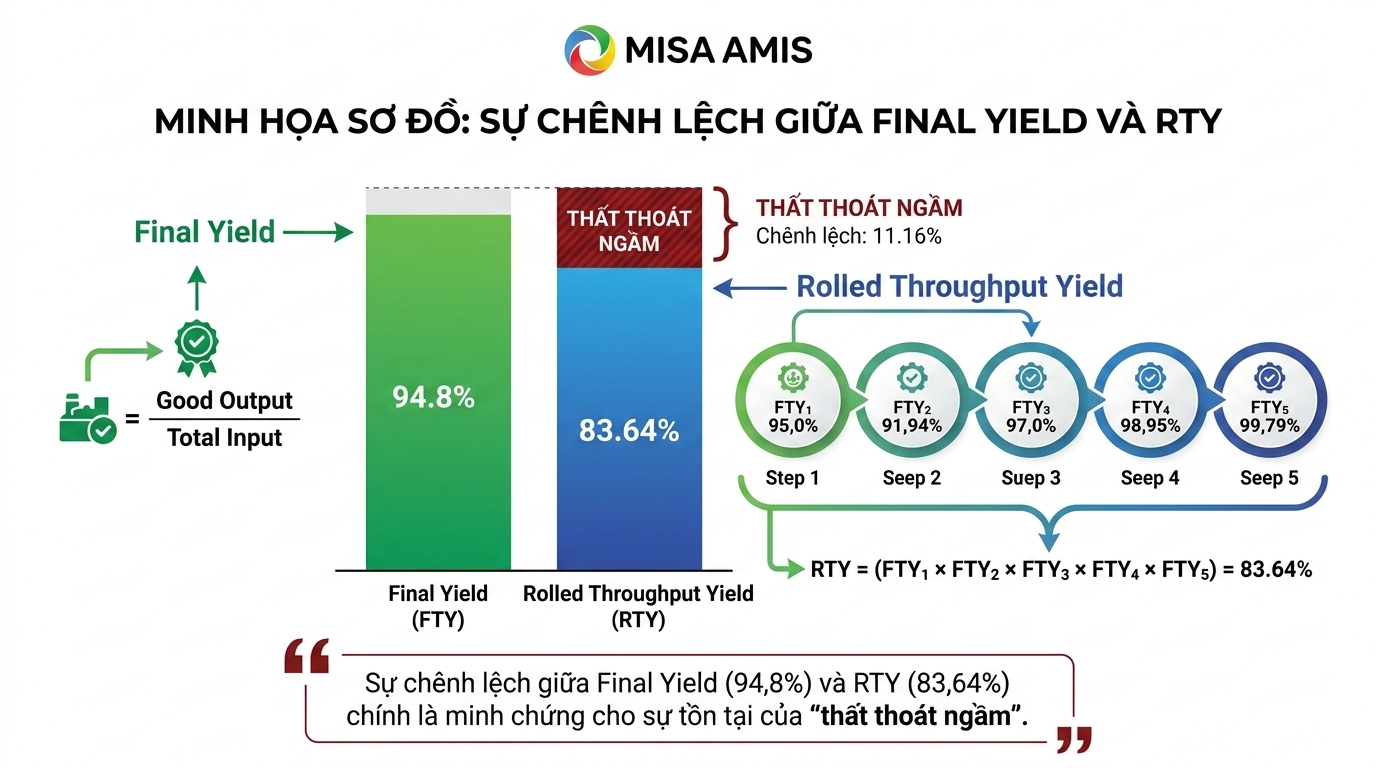
Nếu chỉ nhìn con số 94,8%, bạn sẽ nghĩ dây chuyền hoạt động rất tốt. Nhưng thực tế, hiệu suất thực sự không tì vết chỉ là 83,64%. Khoảng chênh lệch hơn 11% đó đang ngốn của doanh nghiệp:
-
Chi phí nhân công ròng: Tiền trả cho công nhân ngồi hàn lại, sửa lỗi ở Công đoạn 1, 2, 3, 4.
-
Chi phí cơ hội của năng suất: Trong thời gian máy móc và con người phải dừng lại để “rework” 118 lượt sản phẩm lỗi (30 + 64 + 19 + 5$), đáng lẽ dây chuyền đã có thể sản xuất thêm được hàng trăm sản phẩm mới hoàn toàn đạt chuẩn.

5.3. Cách xác định và xử lý điểm nghẽn sản xuất (Bottleneck)
Để tìm ra điểm cần ưu tiên cải tiến nhằm nâng RTY lên cao nhất, chúng ta áp dụng 2 lăng kính: Điểm nghẽn Chất lượng (Quality Bottleneck) và Điểm nghẽn Năng suất (Capacity Bottleneck).
Cách 1: Xác định qua Chỉ số FTY
Nhìn vào chuỗi FTY của 5 công đoạn, công đoạn nào có FTY thấp nhất chính là điểm nghẽn chất lượng tạo ra nhiều “rác” và “Rework” nhất cho nhà máy.
-
Dễ dàng nhận thấy: Công đoạn 2 (Hàn linh kiện) có FTY = 91,94% (Thấp nhất).
-
Đánh giá: Đây chính là “tội đồ” khiến RTY toàn chuỗi bị kéo tuột xuống dưới mức 85%. Tại đây, có tới 64 sản phẩm phải sửa và 15 sản phẩm bị vứt bỏ hoàn toàn.
Cách 2: Xác định qua Tổng lượng Rework & Scrap (Góc nhìn Chi phí Lãng phí)
Công đoạn 2 cũng là nơi tiêu tốn nhiều thời gian và tài nguyên nhất với tổng số 79 sản phẩm bị lỗi chất lượng (64 sửa + 15 hủy).
Giải pháp khắc phục Điểm nghẽn tại Công đoạn 2:
Khi đã xác định được Công đoạn 2 là điểm nghẽn, bạn không cần dàn trải nguồn lực sửa chữa toàn bộ nhà máy, mà hãy tập trung áp dụng mô hình 4M tại đây:
-
Machine: Kiểm tra xem nhiệt độ mũi hàn có ổn định không? Robot hàn có bị lệch tọa độ sau một thời gian chạy liên tục không? (Thực hiện bảo trì hiệu chuẩn lại máy).
-
Material: Kiểm tra chất lượng thiếc hàn hoặc kem hàn (solder paste) đầu vào xem có bị ẩm hoặc lẫn tạp chất làm giảm độ bám dính không?
-
Method: Tối ưu hóa lại tốc độ di chuyển của băng tải qua lò hàn để đảm bảo thời gian gia nhiệt vừa đủ.
- Man (Con người): Kiểm tra tay nghề và mức độ tuân thủ quy trình hàn của kỹ thuật viên/công nhân tại công đoạn này. Liệu họ có đang thao tác sai bước, đặt lệch phôi hoặc không vệ sinh mũi hàn định kỳ theo hướng dẫn (SOP) hay không? Việc đào tạo lại hoặc bố trí thợ lành nghề vào điểm nghẽn này là vô cùng cần thiết.
Tầm quan trọng của việc tối ưu điểm nghẽn: Nếu bạn cải tiến giúp Công đoạn 2 tăng FTY từ 91,94% lên 97%, RTY của toàn hệ thống sẽ lập tức tăng từ 83,64% lên 88,25%, giải phóng một lượng lớn chi phí và thời gian cho nhà xưởng ngay lập tức.
Đọc thêm: Hướng dẫn chi tieret phương pháp giảm thiểu tỷ lệ phế phẩm Scrap Rate
Đọc thêm: Bottleneck trong sản xuất, cách xác định và phương pháp tháo gỡ chi tiết
6. Ứng dụng AMIS Sản xuất trong quản lý Yield Rate
6.1 Giải pháp công nghệ kiểm soát biến động, tối ưu Yield Rate toàn diện
AMIS Sản xuất – giải pháp quản trị sản xuất toàn diện được thiết kế chuyên sâu cho doanh nghiệp Việt Nam – chính là công cụ đắc lực giúp số hóa toàn bộ hoạt động nhà máy, kiểm soát nghiêm ngặt chất lượng đầu vào – đầu ra để tối ưu Yield Rate thông qua các tính năng cốt lõi:
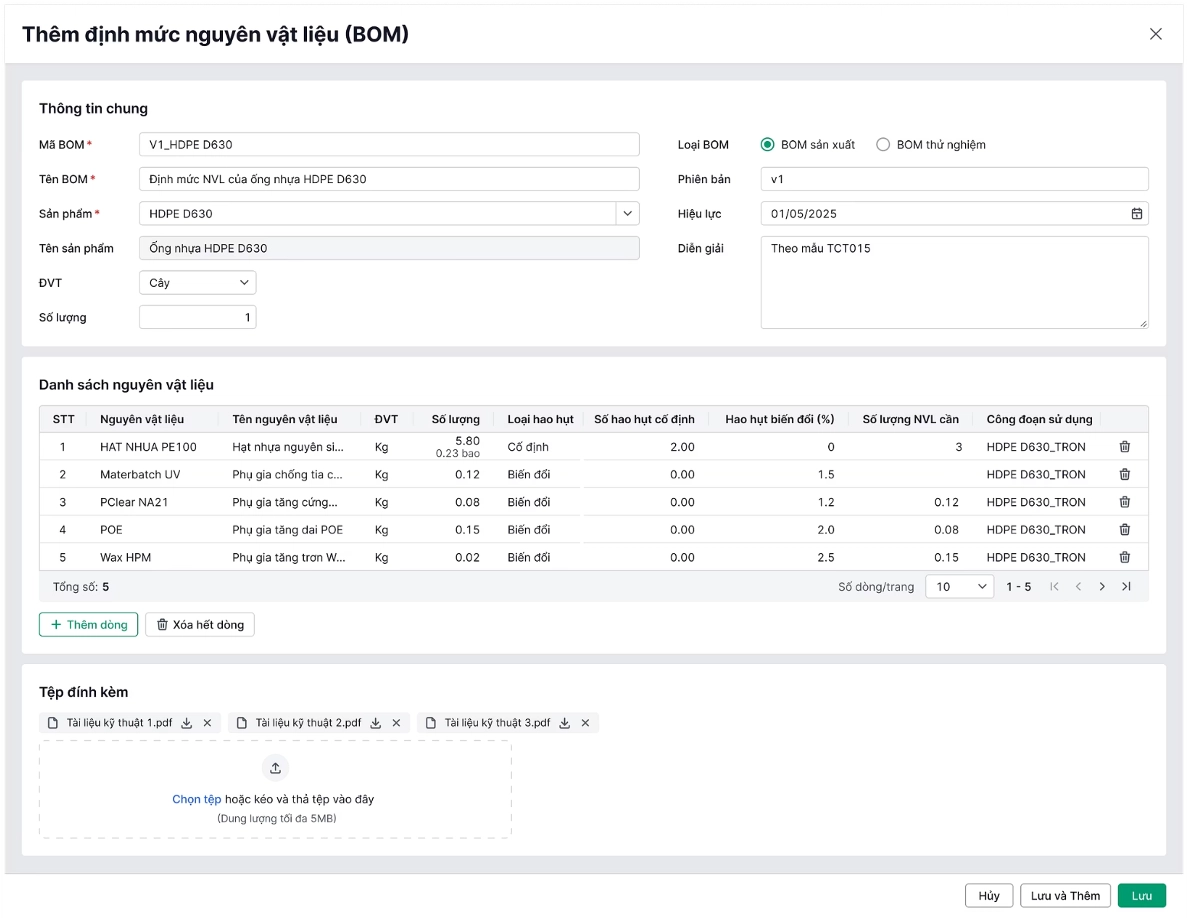
- Chuẩn hóa tiêu hao và quy trình qua quản lý BOM: Một quy trình công nghệ lỏng lẻo là nguyên nhân hàng đầu khiến sản phẩm bị lỗi hỏng hàng loạt. AMIS Sản xuất giúp doanh nghiệp thiết lập chuỗi công đoạn chuẩn hóa, kiểm soát chặt chẽ định mức nguyên vật liệu (BOM) và thời gian tiêu chuẩn cho từng bước công việc.
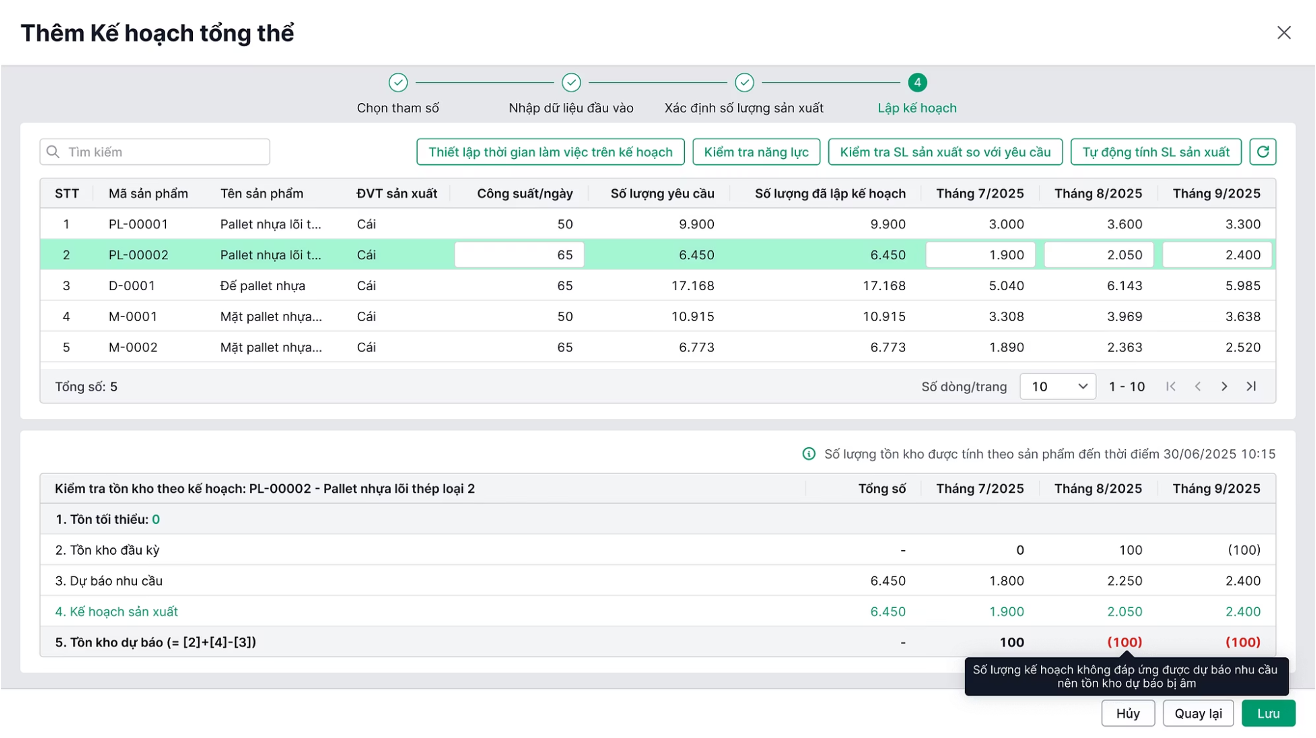
- Ngăn chặn lỗi phế phẩm do gián đoạn nhờ hoạch định nhu cầu vật tư (MRP): AMIS Sản xuất tự động tính toán và cung ứng vật tư chính xác theo lệnh sản xuất. Việc đảm bảo dòng chảy vật tư liên tục, đủ lượng, đúng tiến độ giúp máy móc vận hành ổn định, triệt tiêu các lỗi hỏng sản phẩm do gián đoạn dây chuyền, bảo vệ Yield Rate toàn chuỗi.
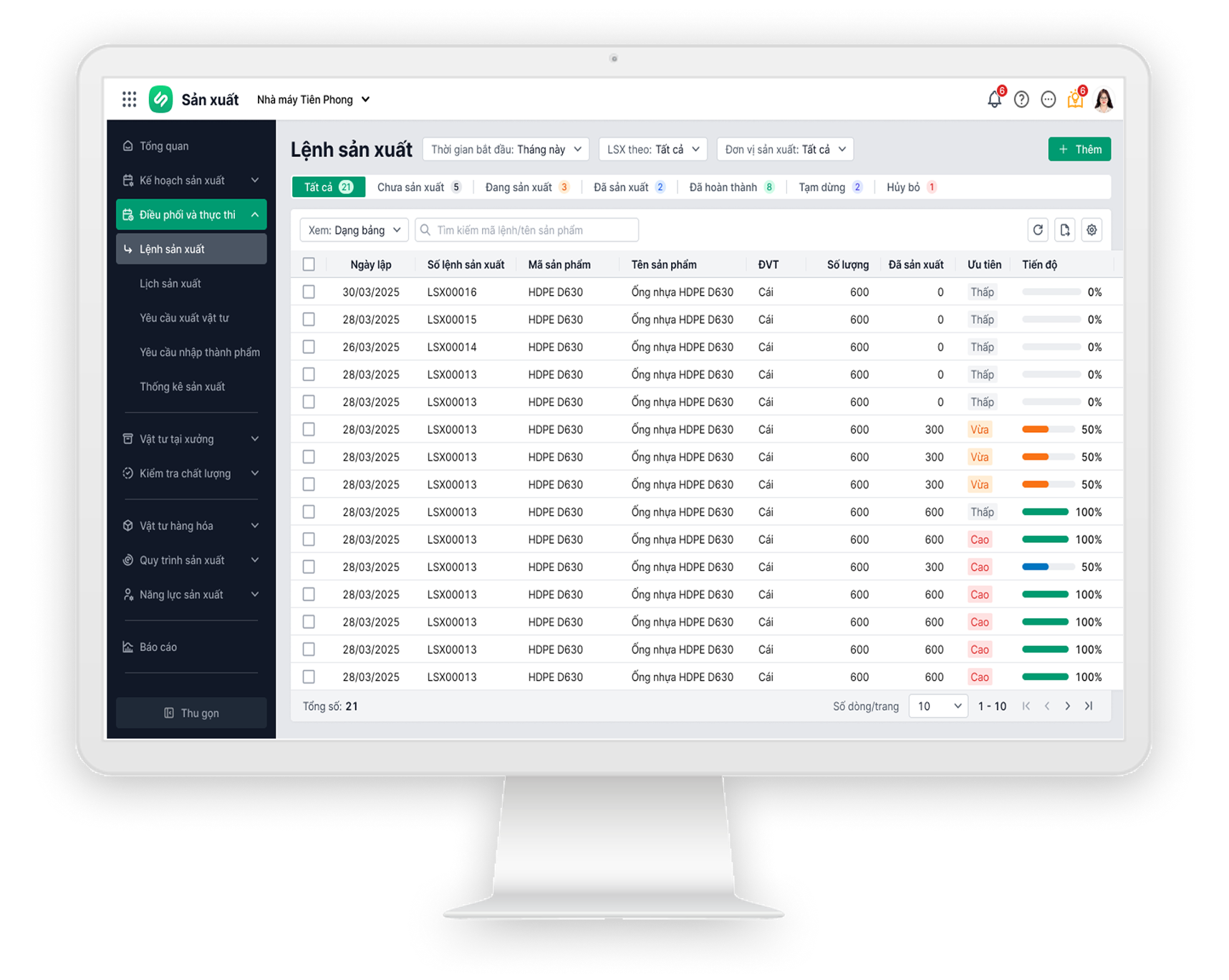
- Giám sát phân xưởng real-time: Thay vì đợi đến cuối ngày mới thống kê số lượng phế phẩm đã chất thành đống, phân hệ Giám sát tiến độ phân xưởng Real-time của AMIS Sản xuất cập nhật liên tục sản lượng hoàn thành và đặc biệt là tỷ lệ hàng đạt / hàng lỗi (NG) tại từng công đoạn.
- Tự động hóa tính giá thành: Bản chất của việc tối ưu Yield Rate là giảm thiểu chi phí ẩn “thất thoát ngầm”. AMIS Sản xuất liên thông trực tiếp dữ liệu xuất kho nguyên vật liệu, khối lượng phế phẩm bị hủy (Scrap) và ngày công thực tế phát sinh từ phân xưởng để sửa chữa hàng lỗi (Rework) về phân hệ Kế toán. Tính năng này giúp tự động hóa tính giá thành sản phẩm chính xác, minh bạch.
6.2. Khả năng liên thông, đáp ứng nhu cầu quản lý toàn diện
MISA Sản xuất nằm trong hệ sinh thái phần mềm quản trị doanh nghiệp MISA AMIS, với hơn 40+ ứng dụng được kết nối với nhau có khả năng đáp ứng nhu cầu quản lý toàn diện của mọi doanh nghiệp để dễ dàng tối ưu toàn bộ hoạt động vận hành và nâng cao hiệu quả hoạt động.
Thay vì dùng các ứng dụng riêng lẻ, phần mềm quản lý sản xuất cần có các tính năng đa dạng để quản lý tất cả các khía cạnh của doanh nghiệp, từ quản lý Tài chính – Kế toán, Marketing – Kinh doanh, Nhân sự cho đến quản lý Dự án, Quy trình,… Dữ liệu của doanh nghiệp được hội tụ tại một nơi, đội ngũ tránh được chồng chéo công việc, phối hợp với nhau một cách trơn tru. Đây là cơ sở quan trọng nhất để doanh nghiệp gia tăng năng suất lao động và khả năng cạnh tranh.
Tải báo giá chi tiết bộ giải pháp MISA AMIS Sản xuất TẠI ĐÂY
Kết luận: Việc hiểu rõ Yield Rate là gì và biết cách áp dụng chỉ số RTY sẽ giúp các nhà quản lý chuỗi cung ứng nắm bắt chính xác sức khỏe của nhà máy, từ đó đưa ra các quyết định cải tiến chính xác, tiết kiệm chi phí và nâng cao năng lực cạnh tranh trên thị trường.
![]()





























