Setup time (thời gian thiết lập) là thuật ngữ trong sản xuất, bao gồm các thao tác tháo dỡ khuôn mẫu, đồ gá, phụ tùng của sản phẩm cũ và lắp đặt những thiết bị tương ứng cho sản phẩm mới.

Về bản chất, đây là thời gian chết (downtime) trong quy trình sản xuất. Đó là lý do vì sao giảm setup time không còn là việc riêng của công nhân đứng máy, mà là bài toán tối ưu của nhà máy. Trong bài viết này, MISA AMIS sẽ chia sẻ các phương pháp giảm setup time hiệu quả, cùng giải pháp tự động hóa giúp doanh nghiệp tiết kiệm đến 80% thời gian chuyển đổi sản xuất.

1. 3 cách sắp xếp và giảm setup time tối đa trong sản xuất
Setup time là quãng thời gian nhà máy “dừng lại” để thay đổi công cụ, dụng cụ, cài đặt lại thông số máy, điều chỉnh nguyên vật liệu và chạy thử cho quy trình sản xuất mới. Trong sản xuất thực tế, setup time phụ thuộc rất lớn vào thiết kế của thiết bị (ví dụ: sử dụng bu-lông truyền thống hay cơ cấu kẹp nhanh) và trình độ tay nghề của kỹ thuật viên.
Để đảm bảo máy móc sớm quay lại hoạt động nhằm duy trì chuỗi cung ứng liên tục, đồng thời bảo vệ an toàn cho kỹ thuật viên, các doanh nghiệp sản xuất có thể áp dụng 3 phương pháp phổ biến sau:
1.1 Phương pháp SMED (Single-Minute Exchange of Die)
Đây là triết lý và hệ thống các kỹ thuật được phát triển bởi kỹ sư người Nhật Shigeo Shingo, với mục tiêu rút ngắn mọi thời gian thiết lập xuống dưới 10 phút (một chữ số). Triết lý SMED tập trung vào việc phân tách triệt để các thao tác thành 2 nhóm chính:
-
Setup ngoại (sxternal setup): Là những việc có thể thực hiện khi máy vẫn đang chạy lô hàng cũ (ví dụ: chuẩn bị sẵn khuôn mới, lấy bản vẽ, lau chùi dụng cụ sắp dùng, xếp sẵn nguyên vật liệu cạnh máy).
-
Setup nội (internal setup): Là những việc bắt buộc phải dừng máy mới làm được (ví dụ: gỡ khuôn cũ, bắt vít ráp khuôn mới vào trục).

Mấu chốt để giảm setup time theo phương pháp SMED là tập trung chuyển đổi tối đa các thao tác “thiết lập nội” thành “thiết lập ngoại”. Nôm na, trước khi máy dừng, mọi thứ từ dụng cụ đến nguyên vật liệu đều phải nằm sẵn sàng trong tầm tay của thợ máy để rút ngắn thời gian dừng máy thực tế.
1.2 Tự động hóa và chuẩn hóa quy trình
Nếu không có tiêu chuẩn, mỗi công nhân sẽ thiết lập máy theo thói quen và kinh nghiệm cá nhân, dẫn đến thời gian thiết lập không ổn định và dễ phát sinh lỗi kỹ thuật gây hỏng khuôn, lệch gá.
Bên cạnh đó, việc đầu tư vào công nghệ có khả năng chuyển đổi tự động (auto-changeover) hoặc được lập trình sẵn các thông số cho từng sản phẩm sẽ giảm thiểu đáng kể sự can thiệp của con người và thời gian hiệu chỉnh. Hệ thống có thể tự động nhận diện mã hàng, điều chỉnh thông số và chạy thử nghiệm một cách chính xác.
Hiện nay nhiều doanh nghiệp sử dụng các phần mềm ERP sản xuất như MISA AMIS Sản xuất để quản trị toàn diện, giúp doanh nghiệp theo dõi, giám sát và tối ưu hóa quy trình. Giám sát tự động thông báo khi có bất thường trong quá trình chuyển đổi, phát hiện tình trạng setup time kéo dài, thời gian thực hiện và hiệu suất tổng thể.
1.3 Duy trì và sắp xếp 5S tại khu vực máy móc
Sự bừa bãi là nguyên nhân hàng đầu khiến công nhân mất từ 15–30 phút chỉ để đi tìm cờ-lê, tìm chìa lục giác hoặc dọn dẹp không gian bẩn xung quanh máy nhằm lấy lối hạ khuôn.
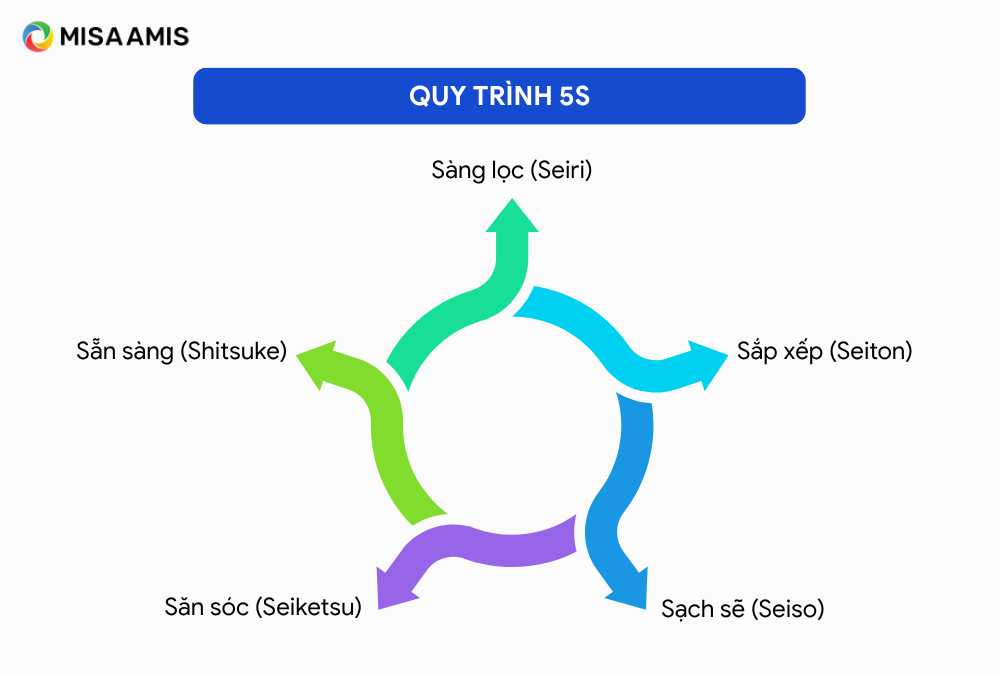
Sàng lọc (Seiri): Phân loại, loại bỏ các vật dụng không cần thiết, giữ lại và lưu trữ các vật dụng cần thiết.
Sắp xếp (Seiton): Sắp xếp các vật dụng cần thiết theo công dụng, đặt ở vị trí thuận tiện và có ghi chú rõ ràng.
Sạch sẽ (Seiso): Giữ vệ sinh cho không gian làm việc và các dụng cụ sử dụng một cách tự giác, liên tục.
Săn sóc (Seiketsu): Đảm bảo các bước sàng lọc, sắp xếp và sạch sẽ được thực hiện đúng cách, liên tục bởi tất cả mọi người trong tổ chức.
Sẵn sàng (Shitsuke): Tạo động lực cho tất cả các cá nhân trong tổ chức hiểu rõ lợi ích, mục đích của việc áp dụng quy trình 5S, từ đó tự giác và sẵn sàng thực hiện các bước 5S mọi lúc mọi nơi.
Theo đó, dụng cụ, nguyên vật liệu phục vụ setup phải được phân loại, dán nhãn màu và đặt tại các vị trí cố định, dễ thấy, dễ lấy. Khu vực quanh máy luôn sạch thoáng giúp việc tháo lắp diễn ra nhanh chóng và an toàn hơn.
Sau khi triển khai chương trình 5S, doanh nghiệp cần tiếp tục cải tiến quy trình thông qua đánh giá kết quả đầu ra đạt được. Từ kết quả này, cần xác định, phân tích những khía cạnh thực hiện tốt, lấy đó làm tiêu chuẩn cho những lần thực hiện tiếp theo.
2. Ý nghĩa khi giảm setup time trong sản xuất là gì?
Việc giảm setup time không chỉ đơn thuần là tiết kiệm vài mươi phút dừng máy, mà nó mang ý nghĩa sống còn đối với hiệu quả tổng thể của toàn bộ hệ thống sản xuất:

-
Giảm tồn kho và vốn ứ đọng: Setup nhanh giúp doanh nghiệp tự tin sản xuất theo lô hàng nhỏ, triệt tiêu lượng hàng tồn kho bán thành phẩm (WIP) trên chuyền và giải phóng dòng tiền lưu động.
-
Kích hoạt sản xuất linh hoạt: Nhà máy có thể ứng biến và đổi mã hàng tức thì theo nhu cầu thực tế của thị trường (just-in-time) thay vì cố sản xuất tích trữ.
-
Tối ưu hiệu suất thiết bị (OEE): Cắt giảm tối đa thời gian máy dừng vô ích, giảm thời gian máy phải chạy rà tốc độ thấp và loại bỏ lượng phế phẩm phát sinh trong quá trình chạy thử.
-
Rút ngắn thời gian giao hàng (Lead Time): Triệt tiêu thời gian chết giúp sản phẩm đi qua xưởng nhanh hơn, gia tăng tốc độ đáp ứng đơn hàng và nâng cao năng lực cạnh tranh cho doanh nghiệp.
3. 5 rủi do khi nhà máy có setup time quá cao
Nhiều lãnh đạo cho rằng thời gian thiết lập máy chỉ là tác vụ vận hành nhỏ dưới xưởng. Tuy nhiên, nếu chỉ số setup time bị cao và kéo dài liên tục, hệ thống sản xuất sẽ phải đối mặt với các “lỗ hổng tài chính” và vận hành nghiêm trọng sau:
Tạo ra nút thắt cổ chai (bottleneck): Thời gian thiết lập quá lâu tại một công đoạn sẽ bóp nghẹt Takt time, gây ùn ứ bán thành phẩm ở phía trước và làm các công đoạn phía sau bị đói hàng, gây tê liệt dòng chảy sản xuất tổng thể.
Xem thêm: Cách xác định và giảm tải hiệu quả bottleneck trong sản xuất
Kéo dài thời gian đáp ứng đơn hàng (Lead Time): Thời gian máy đứng yên để đổi mã hàng càng lớn thì tổng chu kỳ sản xuất càng bị kéo dài, khiến doanh nghiệp dễ trễ hạn giao hàng và giảm uy tín với đối tác.
Trói buộc nhà máy vào cái bẫy “sản xuất lô lớn”: Vì mỗi lần setup quá tốn thời gian, quản đốc bắt buộc phải cho sản xuất tích trữ với số lượng cực lớn (mass production) để bù đắp chi phí dừng máy, trực tiếp làm phình to hàng tồn kho và chôn vùi dòng vốn lưu động.
Kéo tụt trực tiếp chỉ số hiệu suất thiết bị tổng thể (OEE): Setup time cao ăn mòn trực tiếp vào hiệu suất của máy móc, biến thời gian đáng lẽ tạo ra giá trị thành thời gian chết vô ích.
Rủi ro chi phí ẩn: Hãy nhìn vào công thức tính chi phí thiết lập cơ bản dưới đây:

Với một nhà máy quy mô trung bình, chỉ cần giảm 30 phút setup time mỗi ngày có thể tiết kiệm từ 100–300 triệu đồng/năm chi phí ẩn – khoản tiền đủ để đầu tư một hệ thống quản lý sản xuất tự động hóa.
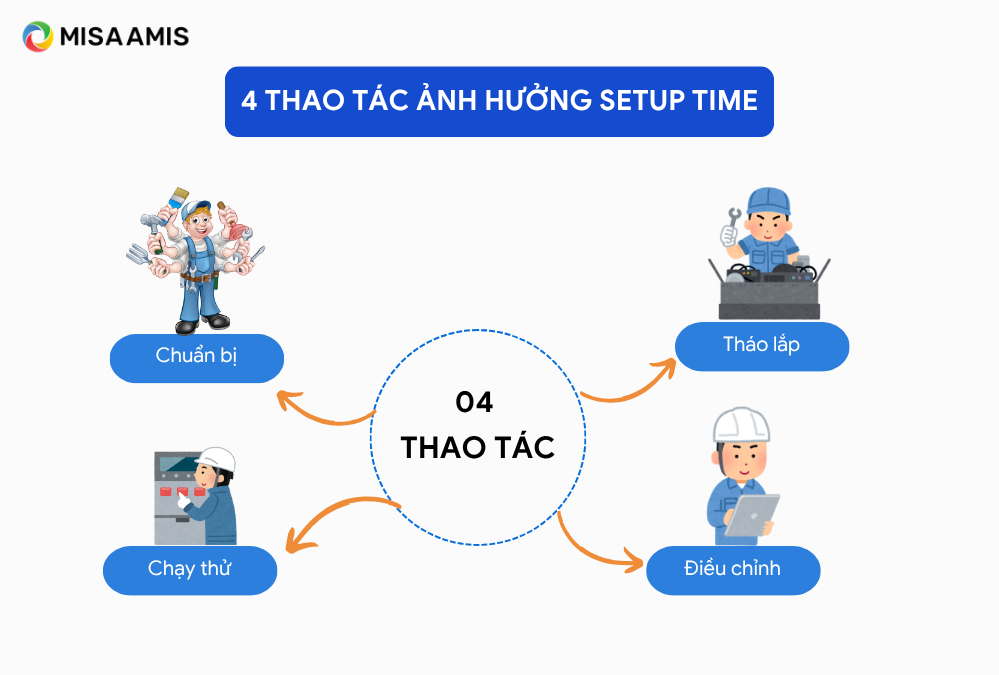
4. 4 thao tác ảnh hưởng setup time doanh nghiệp cần tối ưu
Để có thể cắt giảm setup time hiệu quả, bộ phận kỹ thuật cần bóc tách quá trình chuyển đổi này thành 4 hạng mục cụ thể để nhận diện các thao tác thừa:
-
Chuẩn bị: Tập hợp nguyên vật liệu cho lô mới, kiểm tra bản vẽ kỹ thuật, kiểm tra tình trạng sẵn sàng của dụng cụ và khuôn mẫu. (Chiếm khoảng 30% thời gian, thuộc nhóm dễ chuyển thành Setup ngoại).
-
Tháo lắp: Gỡ bỏ các dụng cụ, đồ gá hoặc khuôn mẫu cũ của lô hàng vừa hoàn thành, vệ sinh sạch sải và lắp đặt bộ khuôn mẫu/dụng cụ mới vào máy. (Phụ thuộc lớn vào thiết kế phần cứng của thiết bị như bu-lông hay kẹp nhanh).
-
Điều chỉnh: Cài đặt lại các thông số kỹ thuật trên màn hình điều khiển, hiệu chỉnh máy (nhiệt độ, áp suất, tốc độ, kích thước) cho đến khi máy vận hành đúng thông số yêu cầu. (Phụ thuộc lớn vào trình độ tay nghề của kỹ thuật viên).
-
Chạy thử (test run) và kiểm tra: Sản xuất một vài sản phẩm mẫu, bàn giao cho bộ phận QC kiểm tra chất lượng. Nếu sản phẩm đạt chuẩn, máy mới chính thức được phép bấm nút chạy hàng loạt.
5. Phương pháp đo lường setup time
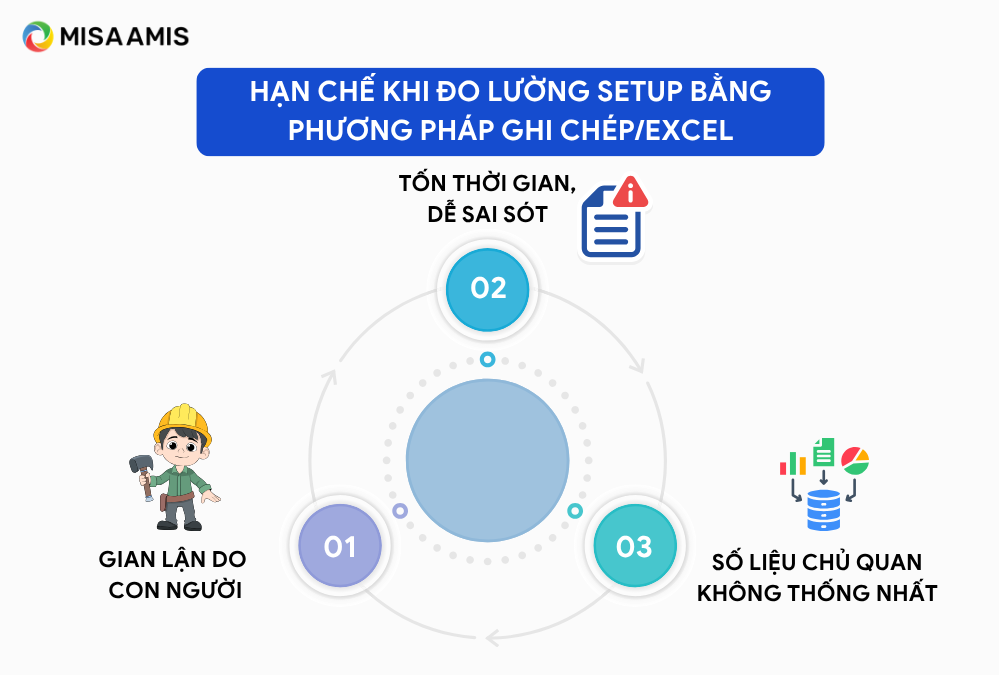
5.1 Theo dõi thời gian setup bằng excel/bấm giờ thủ công
Mô hình này áp dụng tại các xưởng cơ khí, xưởng may nhỏ (dưới 5 máy hành lang) theo quy trình 3 bước:
-
Bước 1: Tổ trưởng dùng đồng hồ bấm giờ (Stopwatch) đo lại từng công đoạn của công nhân từ lúc dừng máy cũ đến lúc chạy máy mới.
-
Bước 2: Nhập dữ liệu thời gian tháo, lắp, căn chỉnh vào file Excel theo từng mã máy.
-
Bước 3: Vẽ biểu đồ để tìm ra bước nào đang tốn thời gian nhất nhằm nhắc nhở công nhân.
Nhược điểm: Số liệu mang tính chủ quan, công nhân có thể “gian lận” thời gian hoặc quên không ghi chép đầy đủ. File Excel không thể hiển thị trực quan các sự cố theo thời gian thực (real-time).
5.2 Giám sát và giảm thiểu setup time bằng phần mềm/hệ thống thông minh
Để tối ưu hóa triệt để, các doanh nghiệp sở hữu dây chuyền lớn hoặc nhiều phân xưởng nên chuyển dịch sang các giải pháp quản lý số hóa thông minh (như hệ thống MES/OEE tích hợp dữ liệu).
Hãy cùng đặt quy trình thủ công và quy trình tự động hóa bằng phần mềm lên bàn cân so sánh:
| STT | Tiêu chí | Quy trình thủ công (Excel + Zalo) | Quy trình tự động hóa (Hệ thống số) |
| 1 | Thời gian tổng hợp báo cáo | Mất 1–2 ngày cuối tháng để HR/Kỹ thuật nhập tay | Hiển thị Real-time tức thì ngay khi kết thúc ca |
| 2 | Cảnh báo vượt ngưỡng Setup | Không có, máy dừng bao lâu chỉ thợ đứng máy biết | Tự động hú còi/báo qua App nếu Setup quá giờ quy định |
| 3 | Đồng bộ với dữ liệu hao hụt | Phải đếm sản phẩm hỏng bằng mắt, dễ sai lệch | Tự động ghi nhận lượng phôi lỗi trong lúc test run |
| 4 | Phân loại thao tác SMED | Công nhân tự nhớ, dễ lẫn lộn giữa setup nội và ngoại | Hệ thống hiển thị checklist các bước ngoại cần chuẩn bị trước |
| 5 | Báo cáo sự cố kẹt khuôn | Gọi điện, nhắn tin Zalo, quản đốc xử lý chậm | Bấm nút trên máy, lệnh sửa chữa tự động chuyển tới đội bảo trì |
| 6 | Chính xác dữ liệu dừng máy | Công nhân ghi tay đại khái (ví dụ: tròn 30 phút, 1 tiếng) | Sensor cảm biến ghi nhận chính xác đến từng giây |
| 7 | Báo cáo cho ban lãnh đạo | Phải đợi họp tuần, số liệu đã cũ | Dashboard trực quan hiển thị trên màn hình của CEO mọi lúc |
| 8 | Tính minh bạch, bảo mật | File Excel dễ bị sửa số liệu để né phạt lỗi | Lưu vết hệ thống không thể sửa xóa, phân quyền rõ ràng |
| 9 | Khả năng mở rộng nhà máy | Càng tăng quy mô máy càng mất kiểm soát | Quản lý đồng bộ hàng trăm máy, đa phân xưởng |
| 10 | Chi phí ẩn phát sinh / năm | 100–300 triệu (do lãng phí thời gian chết + hỏng phôi) | Tối ưu chi phí ngay từ tháng đầu tiên đưa vào vận hành |
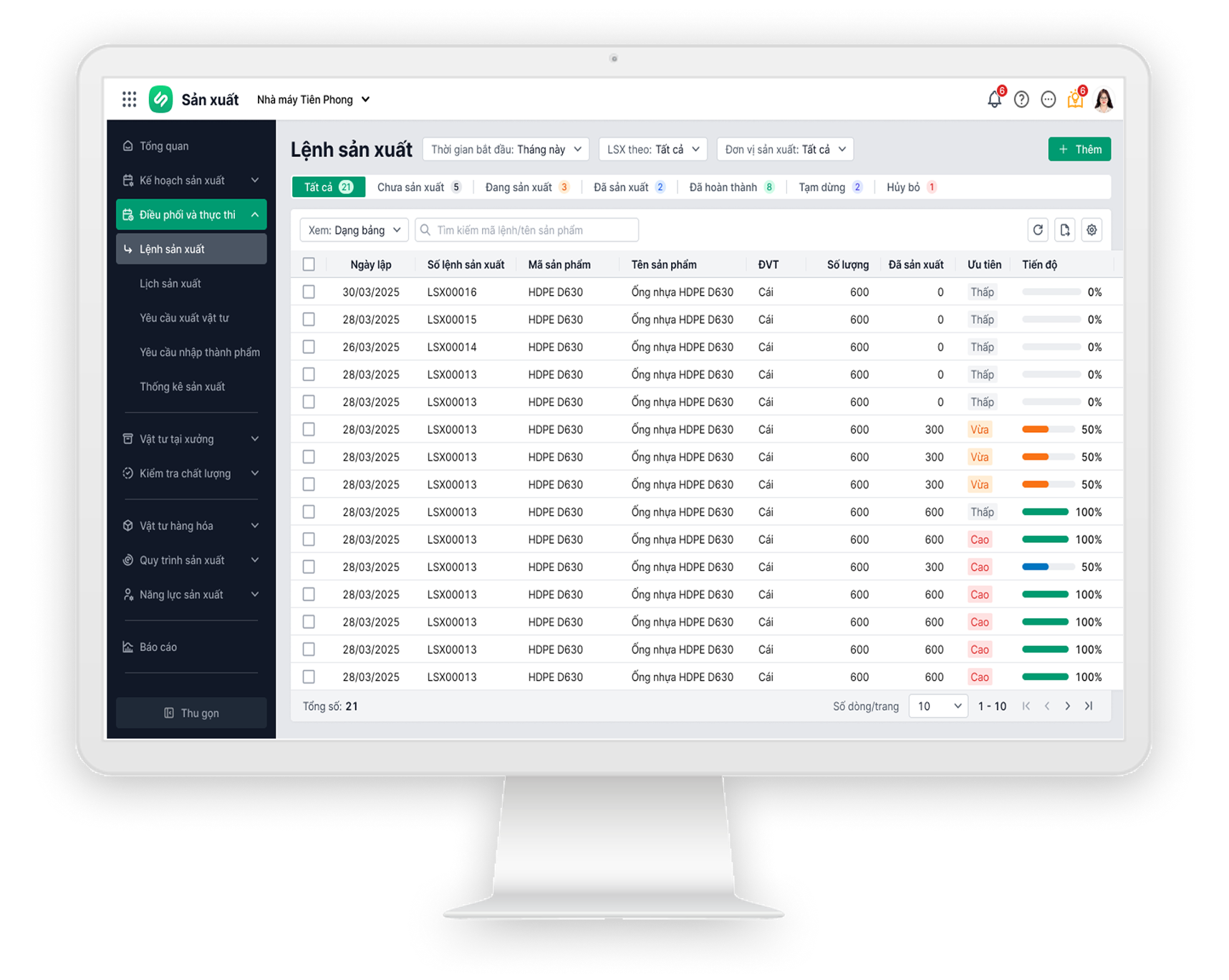
6. MISA AMIS Sản xuất – giải pháp quản lý và giảm thiểu setup time tự động
Sự tối ưu của các phần mềm quản lý sản xuất hiện đại là lý do ngày càng nhiều doanh nghiệp lựa chọn MISA AMIS Sản xuất để đo lường và giảm thiểu setup time. Hệ thống giúp chuẩn hóa quy trình, kiểm soát dữ liệu đầu vào, tự động cảnh báo changover time và ngăn chặn sai sót ngay tại từng công đoạn.
Thay vì chấp nhật ghi chép tay, theo dõi và thông báo qua các phần mềm rời rạc, MISA AMIS Sản xuất mang đến một hệ sinh thái số hóa toàn diện, giúp doanh nghiệp chủ động theo dõi và tìm cách giảm setup time dựa trên dữ liệu thực tế thay vì cảm tính:
-
Tự động ghi nhận và phân tích thời gian thiết lập: Thông qua dashboard dữ liệu thức, hệ thống sẽ tự động cảnh báo real-time khi thời gian thiết lập vượt ngưỡng định mức cho phép.
-
Đồng bộ số liệu hao hụt vật tư test run: Phần mềm liên thông dữ liệu kho và chất lượng (QC), giúp nhà quản lý kiểm soát ngay lập tức số lượng phôi lỗi, hạt nhựa hoặc nguyên vật liệu bị tiêu hao trong giai đoạn chạy thử nghiệm sản phẩm mới của từng ca trực.
-
Tối ưu phân ca: Lưu trữ lịch sử hiệu suất và tốc độ tới từng công đoạn, đơn hàng. Từ dữ liệu này, quản đốc dễ dàng nhận diện thợ giỏi để bố trí vào các ca đổi mã hàng phức tạp, đồng thời lên kế hoạch đào tạo tay nghề cho thợ yếu hơn, giải quyết triệt để bài toán chênh lệch trình độ con người.
Đặc biệt, AMIS Sản xuất kết nối liền mạch với AMIS Mua hàng, AMIS Bán hàng, AMIS Sản xuất, AMIS Kế toán và 40+ ứng dụng trong hệ sinh thái MISA AMIS tạo thành một dòng chảy dữ liệu thông suốt, loại bỏ nhập liệu thủ công, tạo sự xuyên suốt cho dòng chảy dữ liệu doanh nghiệp.

Liên hệ MISA ngay hôm nay để nhận tư vấn và báo giá chi tiết phù hợp với doanh nghiệp bạn:
Hơn 350.000+ doanh nghiệp đã tin chọn MISA AMIS Sản xuất, trong đó có Công ty Cổ phần Viglacera Hạ Long, Công ty TNHH Sản xuất Xây dựng Thương mại Đại Á Châu, Công ty Cổ phần Dược phẩm Mediplantex... và nhiều khách hàng khác.
Dùng thử và khám phá sức mạnh của MISA AMIS Sản xuất tại đây:
Kết luận
Giảm thiểu setup time không đơn thuần là việc ép công nhân phải vặn ốc nhanh hơn, mà là câu chuyện về cải tiến tư duy hệ thống và ứng dụng công nghệ. Bằng việc tuân thủ quy trình SOP, áp dụng triệt để phương pháp SMED và số hóa quy trình giám sát, bài toán thời gian chết sẽ không còn là rào cản cản bước sự phát triển của nhà máy.
![]()