








































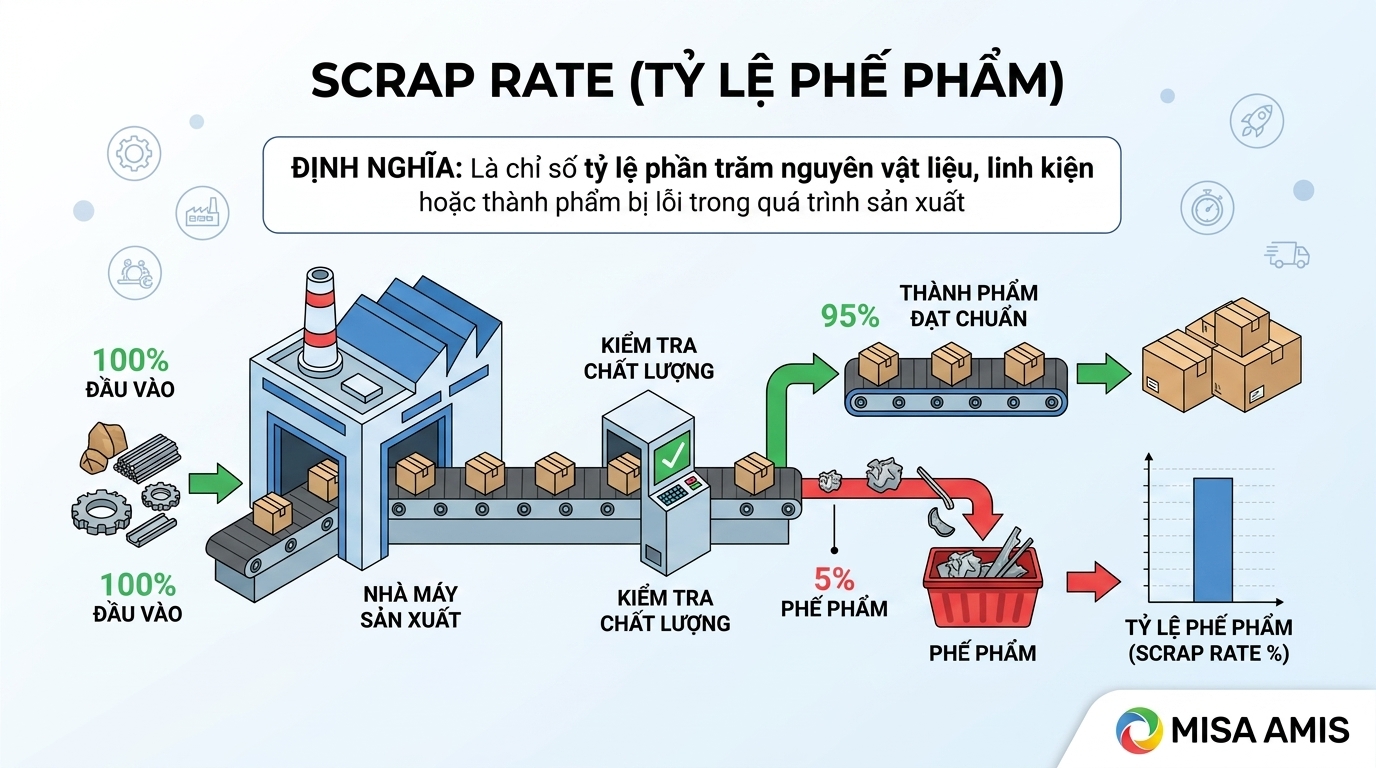
Scrap Rate (tỷ lệ phế phẩm) là một chỉ số hiệu suất cốt lõi (KPI) trong quản lý sản xuất, đo lường tỷ lệ phần trăm nguyên vật liệu, linh kiện hoặc thành phẩm bị lỗi trong quá trình sản xuất đến mức không thể sửa chữa (rework) hay tái sử dụng, buộc phải loại bỏ.
Đọc thêm: HƯỚNG DẪN CHI TIẾT 3 CÁCH GIẢM SETUP TIME TRONG SẢN XUẤT
Đọc thêm: 5 phương pháp giảm changeover time (thời gian chuyển đổi sản xuất)
1. Công thức tính toán
Tùy thuộc vào đặc thù quản lý dữ liệu của nhà máy (quản lý theo số lượng, khối lượng vật tư hay giá trị tài chính), Scrap Rate có thể được tính toán theo 3 cách tiếp cận:
Tính theo số lượng sản phẩm (Phổ biến nhất):

Tính theo khối lượng nguyên vật liệu (Phù hợp cho ngành đúc, nhựa, dệt may):
Tính theo giá trị (Dùng cho báo cáo tài chính quản trị):
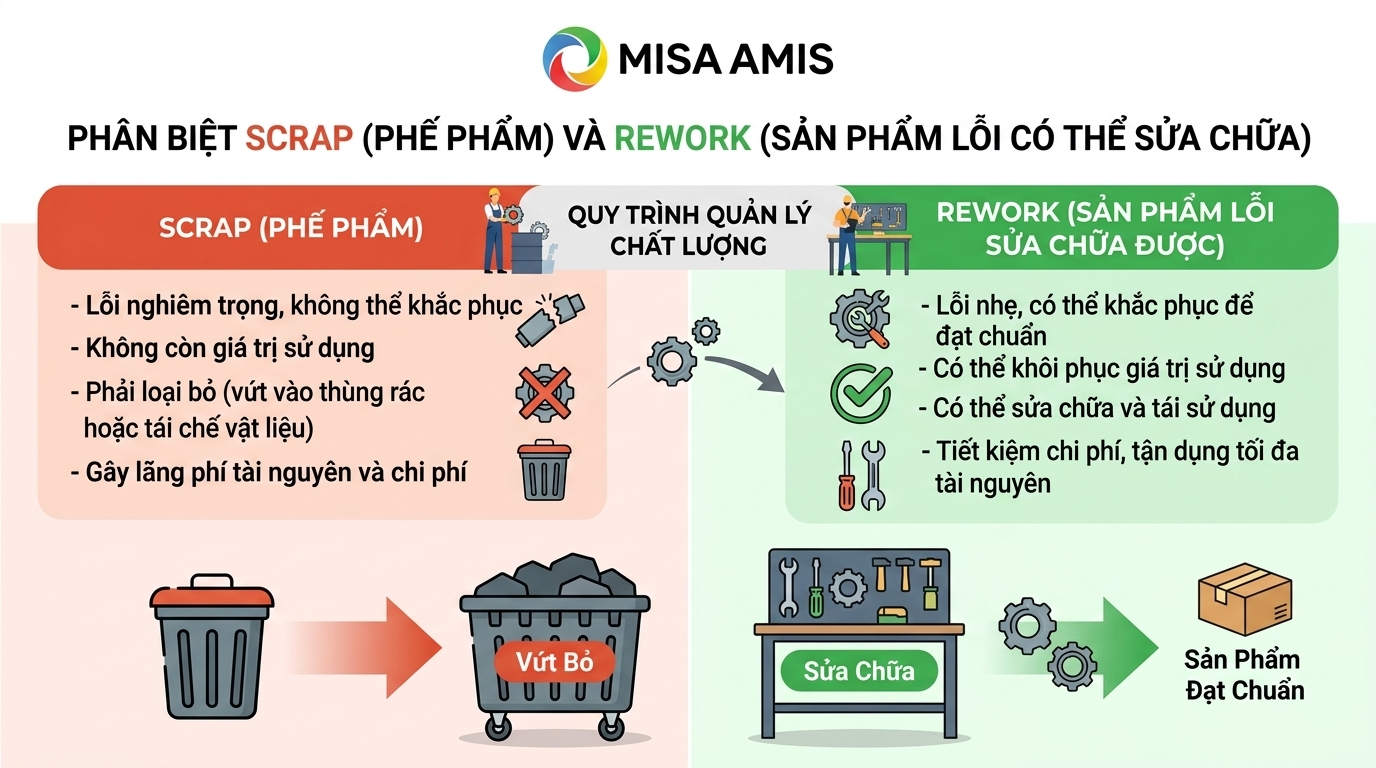
Lưu ý phân biệt: Cần tách biệt rõ ràng giữa Scrap (Phế phẩm – phải vứt bỏ) và Rework (Sản phẩm lỗi có thể sửa chữa). Nếu gộp chung cả hai vào một công thức, chỉ số này sẽ được gọi là Defect Rate (Tỷ lệ lỗi tổng thể) chứ không còn phản ánh chính xác lượng hao phí vô ích (Scrap).
2. Tiêu chuẩn đánh giá scrap rate
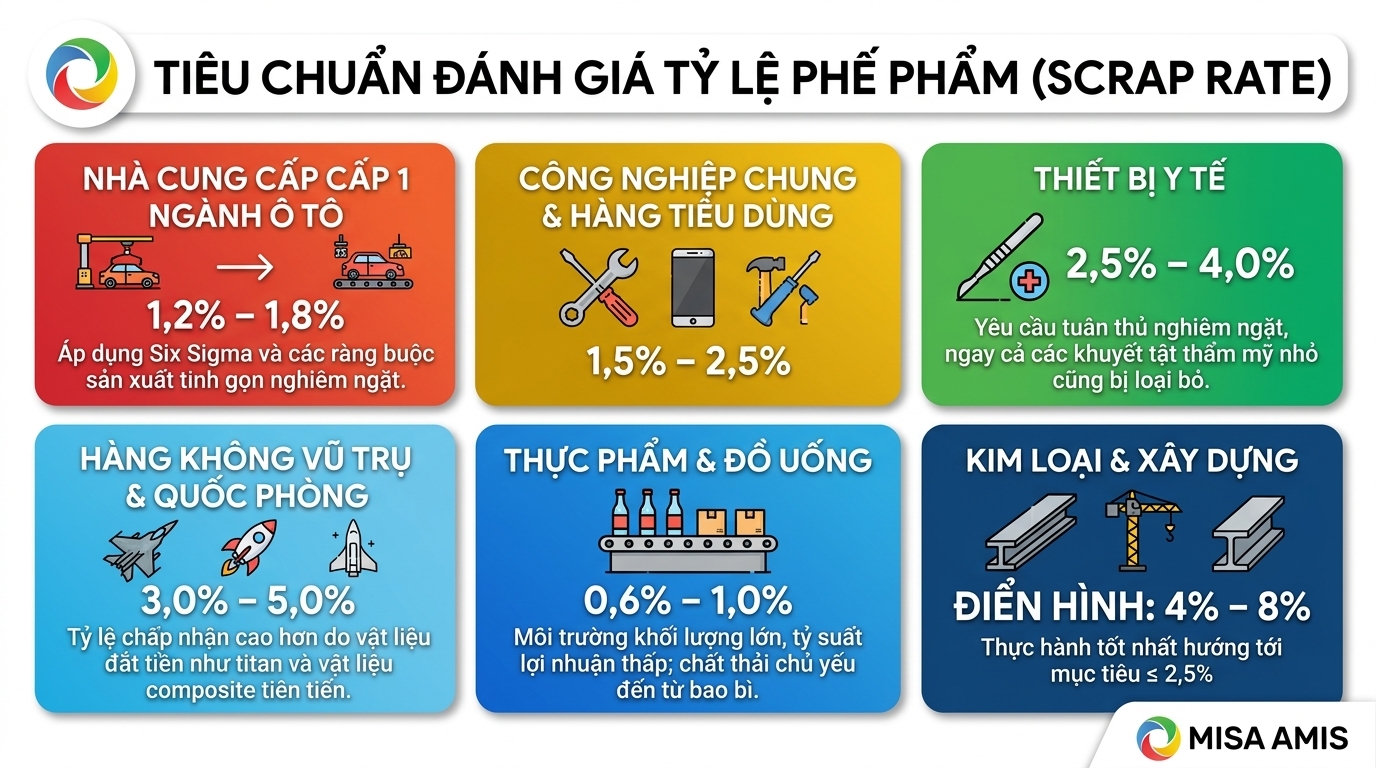
Không có một con số chung scrap rate cho mọi ngành nghề, tuy nhiên các chuyên gia vận hành thường sử dụng biên lợi nhuận của sản phẩm, chi phí nguyên vật liệu và áp lực từ các tiêu chuẩn an toàn làm cơ sở để tính toán các mốc tham chiế:
-
-
Nhà cung ứng cấp 1 ngành ô tô (Automotive Tier 1 Suppliers): 1.2% – 1.8% (được thúc đẩy bởi Six Sigma và các ràng buộc nghiêm ngặt của sản xuất tinh gọn – Lean Manufacturing).
-
Hàng công nghiệp chung & Hàng tiêu dùng (General Industrial/Consumer Goods): 1.5% – 2.5%.
-
Thiết bị y tế (Medical Devices): 2.5% – 4.0% (yêu cầu tuân thủ nghiêm ngặt đồng nghĩa với việc ngay cả các lỗi nhỏ về thẩm mỹ cũng bị loại bỏ).
-
Hàng không vũ trụ & Quốc phòng (Aerospace & Defense): 3.0% – 5.0% (mức dung sai cao hơn do sử dụng các vật liệu đắt tiền như titan và vật liệu composite tiên tiến).
-
Thực phẩm & Đồ uống (Food & Beverage): 0.6% – 1.0% (môi trường sản xuất sản lượng lớn, biên lợi nhuận thấp; hao phí chủ yếu đến từ khâu đóng gói).
-
Kim loại & Xây dựng (Metals & Construction): Mức phổ biến từ 4% – 8%, trong đó các mô hình áp dụng thực hành tốt nhất (best practices) hướng tới mục tiêu dưới hoặc bằng 2.5%.
-
3. Nguyên nhân và giải pháp kiểm soát scrap rate
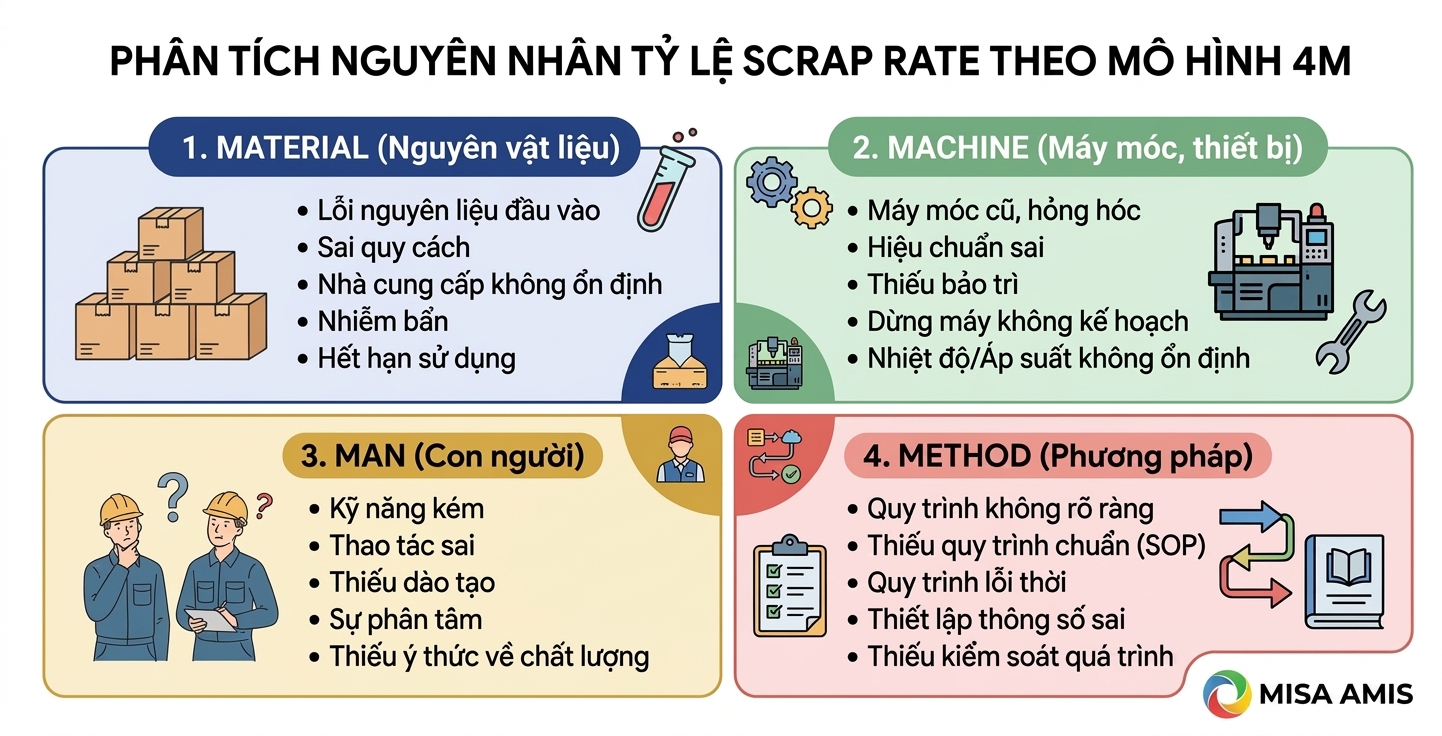
Để đưa chỉ số này vào cấu trúc quản trị chiến lược (như Thẻ điểm cân bằng – BSC) nhằm cải tiến quy trình nội bộ, người ta thường phân rã nguyên nhân theo mô hình 4M:
| Nhóm nguyên nhân (4M) | Lý do cụ thể gây tăng Scrap Rate | Giải pháp kiểm soát |
| Material (Nguyên vật liệu) | Vật tư đầu vào không đồng đều, sai quy cách, lỗi từ nhà cung ứng. | Thắt chặt tiêu chuẩn IQC (Kiểm tra chất lượng đầu vào), đánh giá lại danh mục NCC. |
| Machine (Máy móc, thiết bị) | Khuôn mẫu bị mài mòn, máy mất định chuẩn (calibration), lỗi hệ thống gia nhiệt/áp suất. | Triển khai bảo trì dự đoán (Predictive Maintenance), theo dõi dữ liệu IoT cảm biến theo thời gian thực. |
| Man (Con người) | Công nhân thao tác sai quy trình, thiếu đào tạo, thiếu sự tập trung do ca kíp dài. | Chuẩn hóa quy trình thao tác (SOP), thiết kế các cơ cấu chống sai lỗi trực quan (Poka-Yoke). |
| Method (Phương pháp) | Thiết lập thông số kỹ thuật (Setup) ban đầu chưa tối ưu; quy trình công nghệ lỗi thời. | Ứng dụng điều phối tự động, tối ưu hóa thiết kế sản phẩm (DFM – Design for Manufacturing). |
4. Tầm quan trọng của Scrap Rate trong chuyển đổi số (Smart Factory)
Trong các mô hình quản lý nhà máy thông minh, scrap rate không còn là một chỉ số tĩnh được tổng kết vào cuối tháng. Dữ liệu phế phẩm được thu thập tự động từ các máy kiểm tra ngoại quan (AOI/X-Ray) hoặc hệ thống cân điện tử, sau đó tích hợp thẳng về hệ thống điều hành sản xuất (MES).
Việc theo dõi sự biến động của scrap rate theo từng SKU (Stock Keeping Unit), từng khuôn máy, hay thậm chí từng ca làm việc giúp nhà quản lý phát hiện ngay lập tức sự bất thường của dây chuyền trước khi nó tạo ra một lượng phế phẩm lớn gây thiệt hại nghiêm trọng về chi phí.
5. Giảm scrap rate trong nhà máy bằng quy trình DMAIC trong Lean Six Sigma
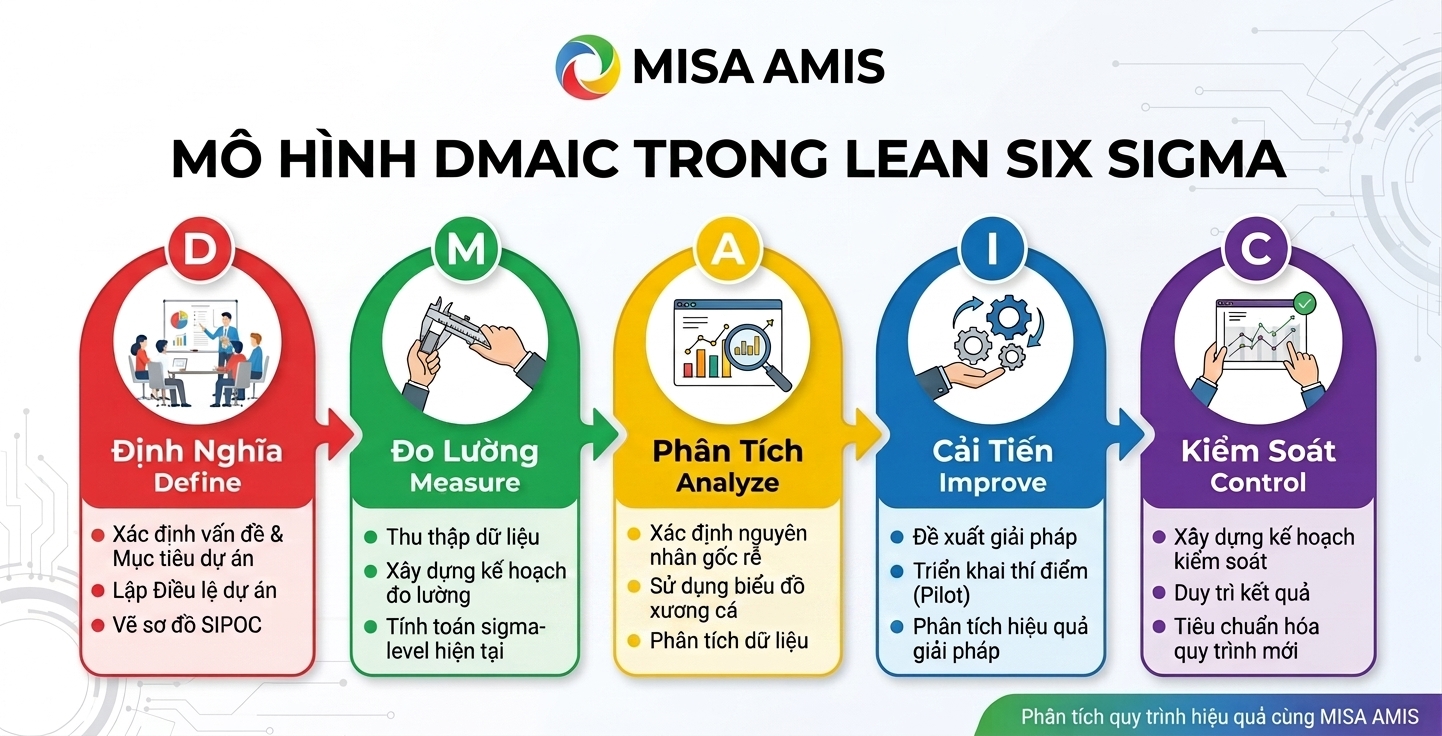
5.1 D – Define (Xác định bài toán & Mục tiêu)
Bước này nhằm định vị rõ ràng: Phế phẩm đang xảy ra ở đâu, mức độ thiệt hại tài chính là bao nhiêu và mục tiêu cần đạt là gì.
-
Thành lập Charter (Quy chuẩn dự án): Xác định rõ phạm vi (Ví dụ: Giảm tỷ lệ Scrap ở công đoạn đúc áp lực của dây chuyền bọc nhựa dây điện).
-
Vẽ sơ đồ dòng giá trị cấp cao (SIPOC): Xác định rõ Nhà cung ứng (Supplier) -> Đầu vào (Input) -> Quy trình (Process) -> Đầu ra (Output) -> Khách hàng (Customer) để thấy bức tranh tổng thể.
-
Xác định CTQ (Critical to Quality – Đặc tính chất lượng cốt lõi): Ví dụ, sản phẩm bị loại bỏ do “bị bọt khí bên trong” hoặc dung sai không quá 0,05 mm.
Mục tiêu Smart ví dụ: “Giảm Scrap Rate của công đoạn đúc từ 4.5% xuống dưới 1.5% trước Q4/2026, tiết kiệm 50,000 USD chi phí nguyên vật liệu/năm.”
2. M – Measure (Xoáy sâu đo lường & Thu thập dữ liệu)
Trước khi tìm nguyên nhân, bạn phải đảm bảo hệ thống đo lường, đếm phế phẩm hiện tại là chính xác và có độ tin cậy cao.
-
Đánh giá hệ thống đo lường (Gage R&R): Đảm bảo rằng công nhân A và công nhân B khi kiểm tra cùng một sản phẩm lỗi đều đưa ra kết quả phân loại giống nhau, và thiết bị đo (như thước kẹp, máy quét ngoại quan) hoạt động ổn định.
-
Lập kế hoạch thu thập dữ liệu (Data Collection Plan): Thu thập dữ liệu phế phẩm theo thời gian, theo ca kíp, theo mã nguyên vật liệu (Lot), và theo từng máy (Machine ID).
-
Xác định năng lực quy trình hiện tại: Đo lường xem quy trình hiện tại có đang vận hành trong tầm kiểm soát hay vốn dĩ đã có độ lệch lớn so với tiêu chuẩn kỹ thuật.

3. A – Analyze (Phân tích tìm Nguyên nhân gốc rễ)
Đây là giai đoạn “khám bệnh” để lọc ra 20% nguyên nhân cốt lõi gây ra 80% lượng phế phẩm (Nguyên lý Pareto).
-
-
Biểu đồ Pareto (Pareto Chart): Phân loại các kiểu lỗi cấu thành scrap. Nếu dữ liệu cho thấy lỗi “Nứt bề mặt” chiếm 75% tổng lượng scrap, dự án sẽ chỉ tập trung vào lỗi này thay vì dàn trải lực lượng.
-
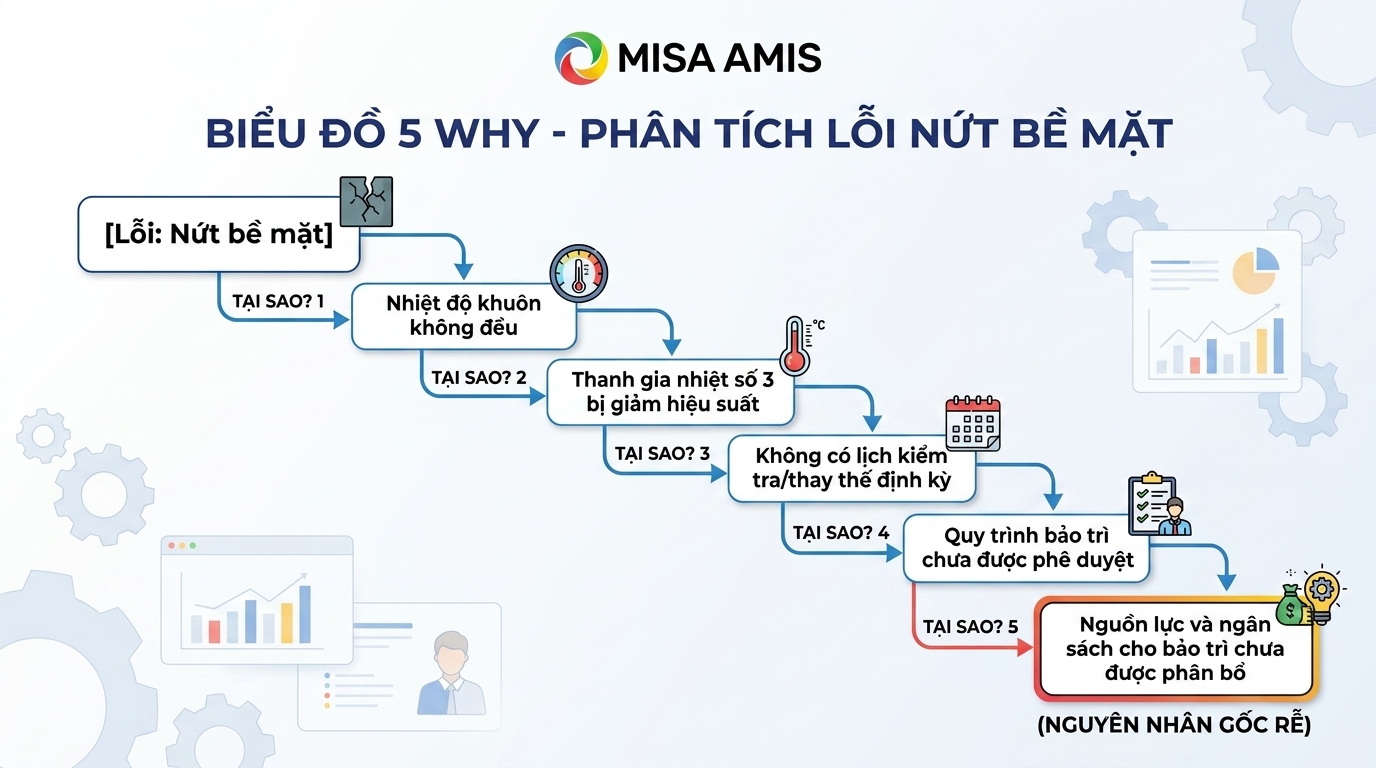
Sơ đồ Xương cá (Ishikawa) & 5 Whys: Tập hợp đội ngũ liên chức năng (Sản xuất, Bảo trì, Chất lượng) để mổ xẻ nguyên nhân gây ra lỗi “Nứt bề mặt” theo mô hình 4M (Man, Machine, Material, Method).
-
-
- Phân tích ma trận tương quan (Scatter Plot / ANOVA): Sử dụng công cụ thống kê để chứng minh mối quan hệ giữa các biến số đầu vào (ví dụ: nhiệt độ, áp suất) với tỷ lệ Scrap đầu ra.
4. I – Improve (Cải tiến & Tối ưu thông số)
Khi đã có “đúng bệnh”, đội ngũ triển khai các giải pháp để loại bỏ nguyên nhân gốc rễ hoặc tối ưu hóa quy trình.
-
Thiết kế thử nghiệm (DOE – Design of Experiments): Chạy thử nghiệm có kiểm soát với các dải nhiệt độ và áp suất khác nhau để tìm ra “Điểm ngọt” (Sweet Spot) — tức là vùng thông số vận hành mà tại đó tỷ lệ Scrap đạt mức thấp nhất.
-
Chống sai lỗi (Poka-Yoke): Thiết kế lại gá đặt, lắp cảm biến khóa liên động (Interlock). Nếu nhiệt độ máy chưa đạt ngưỡng tối ưu, máy sẽ tự động khóa, không cho phép dập sản phẩm để ngăn ngừa việc tạo ra phế phẩm ngay từ đầu.
-
Chuẩn hóa quy trình sửa đổi: Cập nhật lại tài liệu Hướng dẫn công việc (SOP) dựa trên các thông số vận hành mới vừa tìm được.
5. C – Control (Kiểm soát)
Mục tiêu của bước này là đảm bảo quy trình không bị “ngựa quen đường cũ” sau khi đội dự án rút đi.
-
Biểu đồ kiểm soát (SPC – Statistical Process Control): Vẽ biểu đồ $X$-bar hoặc $p$-chart để theo dõi Scrap Rate theo thời gian thực (Real-time). Nếu tỷ lệ phế phẩm vượt quá Đường giới hạn kiểm soát trên (UCL – Upper Control Limit), hệ thống sẽ cảnh báo ngay lập tức để kỹ sư vào cuộc xử lý trước khi nó biến thành một sự cố lớn.
-
Kế hoạch kiểm soát (Control Plan): Phân định rõ ai là người chịu trách nhiệm kiểm tra nhiệt độ khuôn, tần suất bao lâu một lần, và hành động ứng phó là gì nếu phát hiện thiết bị lệch chuẩn.
-
Chuyển giao và Đóng dự án: Bàn giao quy trình mới ổn định lại cho bộ phận sản xuất trực tiếp quản lý, nghiệm thu số tiền tiết kiệm được với bộ phận Tài chính.
Góc nhìn Quản trị cấp cao: Khi ứng dụng DMAIC thành công cho một dòng sản phẩm, nhà máy có thể đóng gói bài học này thành một “Tiêu chuẩn vận hành” (Standard) để nhân rộng (Roll-out) sang các dây chuyền sản xuất tương tự, biến năng lực giải quyết bài toán Scrap Rate từ nỗ lực cá nhân thành năng lực cốt lõi của hệ thống tự động hóa.
6. Hướng dẫn chi tiết từng bước tính Scrap Rate trong thực tế
Giả sử trong tháng 04/2026, nhà máy phát hiện scrap rate tăng vọt lên mức 4.8% (vượt quá tiêu chuẩn 2.0%). Các kỹ sư đã tiến hành thu thập dữ liệu về tổng số lượng phế phẩm bị loại bỏ hoàn toàn trong tháng (tổng cộng 1,250 sản phẩm lỗi hỏng nặng không thể sửa chữa) và phân loại theo các hiện tượng lỗi.
| Thứ tự | Hiện tượng lỗi (Defect Type) | Số lượng phế phẩm (Pcs) | Tỷ lệ phần trăm (%) | Tỷ lệ tích lũy (%) |
| 1 | Bọt khí bên trong (Void/Blister) | 650 | 52.0% | 52.0% |
| 2 | Biến dạng/Cong vênh (Warpage) | 320 | 25.6% | 77.6% |
| 3 | Thiếu liệu/Điền không đầy (Short Shot) | 130 | 10.4% | 88.0% |
| 4 | Trầy xước bề mặt nặng (Severe Scratch) | 90 | 7.2% | 95.2% |
| 5 | Bavia/Tràn viền dày (Heavy Flash) | 40 | 3.2% | 98.4% |
| 6 | Sai màu sắc (Wrong Color Mix) | 20 | 1.6% | 100.0% |
| Tổng | – | 1,250 | 100.0% | – |
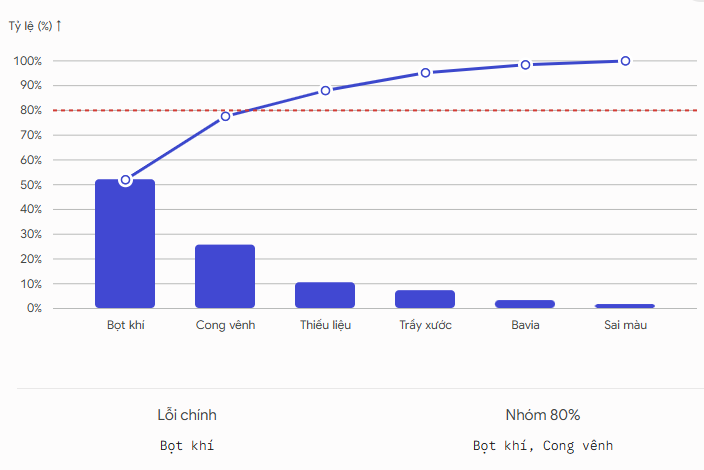
2. Trực quan hóa dữ liệu trực quan bằng biểu đồ Pareto
Bạn có thể tương tác với biểu đồ Pareto mô phỏng dưới đây để thấy rõ sự phân bổ dòng lỗi. Trục cột bên trái thể hiện số lượng phế phẩm, trục đường bên phải thể hiện tỷ lệ phần trăm tích lũy, và đường cắt ngang $80\%$ chính là ranh giới phân định những nguyên nhân cốt lõi.
3. Cách phân tích biểu đồ Pareto theo tư duy Six Sigma
Áp dụng nguyên lý Pareto (Quy luật 80/20) vào biểu đồ trên, nhà quản lý và đội ngũ DMAIC sẽ rút ra được những chiến lược hành động then chốt sau:
Cô lập các “Vital Few” (Thiểu số quan trọng)
Nhìn vào cột tỷ lệ tích lũy, chúng ta thấy hai loại lỗi đầu tiên là “Bọt khí bên trong” và “Biến dạng/Cong vênh” đã chiếm tổng cộng 77.6% (gần xấp xỉ mức 80%) của toàn bộ lượng phế phẩm trong tháng.
-
Chiến lược: Đội dự án Six Sigma sẽ lập tức ra lệnh “Đóng băng” mọi nguồn lực nghiên cứu đối với các lỗi nhỏ như Trầy xước, Bavia, hay Sai màu. Việc cố gắng giải quyết lỗi sai màu (chỉ chiếm 1.6%) lúc này là một sự lãng phí nguồn lực vì nó không giúp kéo sụt chỉ số Scrap Rate tổng thể xuống được bao nhiêu.
Định hướng hành động tiếp theo cho giai đoạn “Analyze” và “Improve”
Thay vì dàn trải tìm nguyên nhân chung chung cho nhà máy, đội ngũ kỹ sư sẽ lập tức thành lập 2 nhóm chuyên trách sâu (Deep-dive):
-
Tập trung vào lỗi Bọt khí – 52%: Lỗi này thường liên quan đến áp suất phun (Injection Pressure) quá thấp, độ ẩm của hạt nhựa nguyên liệu trước khi sấy không đạt chuẩn, hoặc tốc độ giải nhiệt khuôn quá nhanh làm khí không kịp thoát. Hành động tiếp theo là dùng sơ đồ xương cá mổ xẻ hệ thống sấy và thông số áp suất máy dập nhựa.
-
Tập trung vào lỗi Cong vênh – 25.6%: Hiện tượng co ngót biến dạng thường do nhiệt độ khuôn (Mold Temperature) không đồng đều giữa các mặt, hoặc thời gian làm nguội (Cooling Time) trong chu kỳ máy bị cài đặt quá ngắn. Đội sẽ tiến hành chạy thử nghiệm thông số (DOE) để tối ưu hóa chu kỳ làm nguội.
Kết luận thực tế: Bằng cách tập trung giải quyết triệt để dứt điểm 2 hiện tượng lỗi cốt lõi này, nhà máy có cơ hội cắt giảm tiềm năng tới gần 80% lượng phế phẩm, kéo Scrap Rate từ 4.8% giảm xuống vùng an toàn khoảng 1.1%, đạt mức mục tiêu chiến lược ban đầu đề ra một cách nhanh chóng nhất.
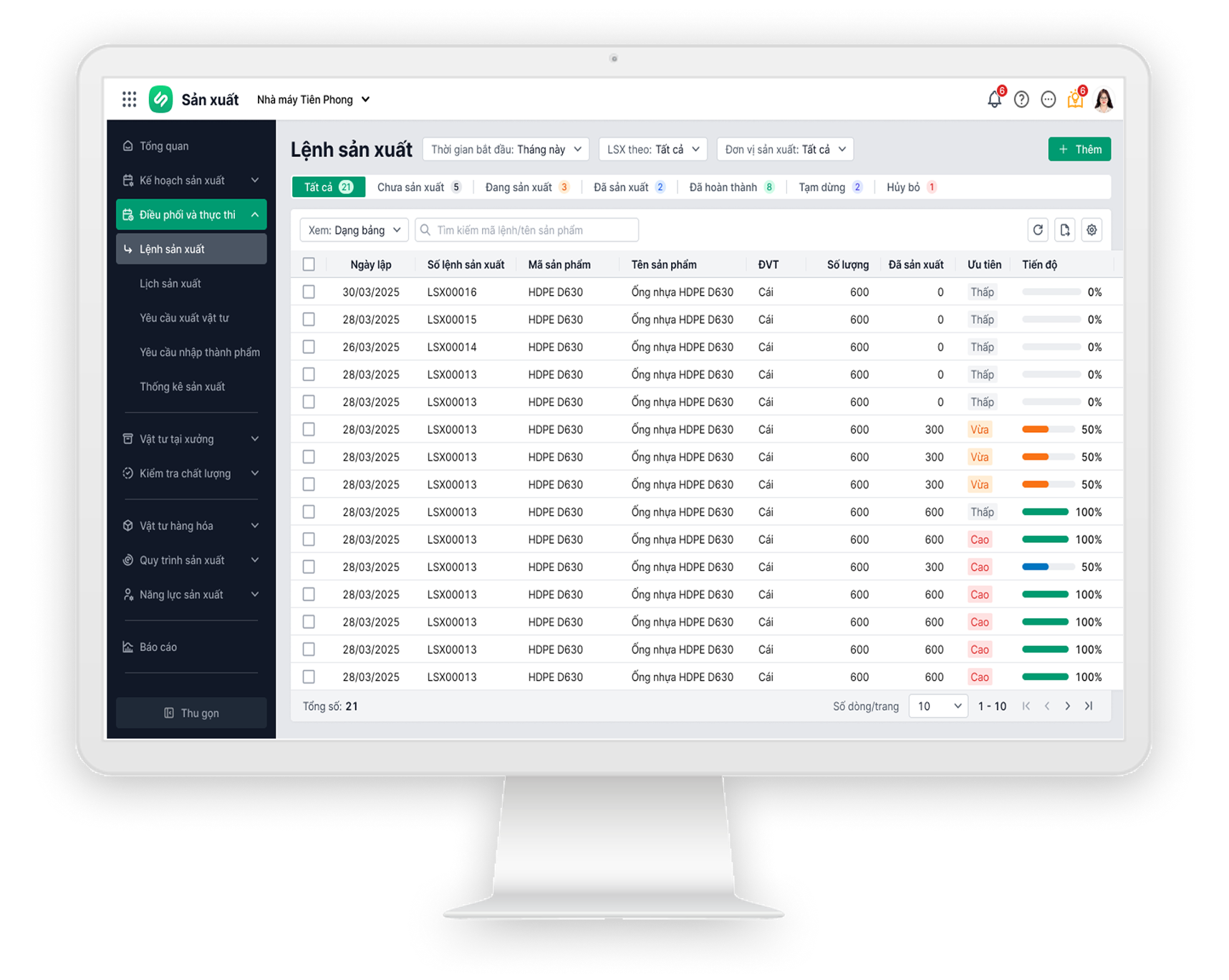
7. Tính toán Scrapt Rate dễ dàng với AMIS Sản xuất
Việc thu thập dữ liệu phế phẩm một cách thủ công – dựa vào công nhân bấm lỗ đếm số, ghi chép tay vào biểu mẫu giấy rồi cuối ngày hoặc cuối tuần mới nhập vào file Excel – chính là “tử huyệt” lớn nhất khiến việc kiểm soát Scrap Rate thất bại.
Để xóa bỏ hoàn toàn rào cản từ dữ liệu thủ công này, AMIS Sản xuất mang đến giải pháp số hóa toàn diện quy trình kiểm soát chất lượng. Thay vì ghi chép giấy, nhân viên QC và tổ trưởng sản xuất có thể nhập trực tiếp số lượng và loại lỗi phế phẩm ngay tại hiện trường thông qua thiết bị di động hoặc máy tính bảng.
-
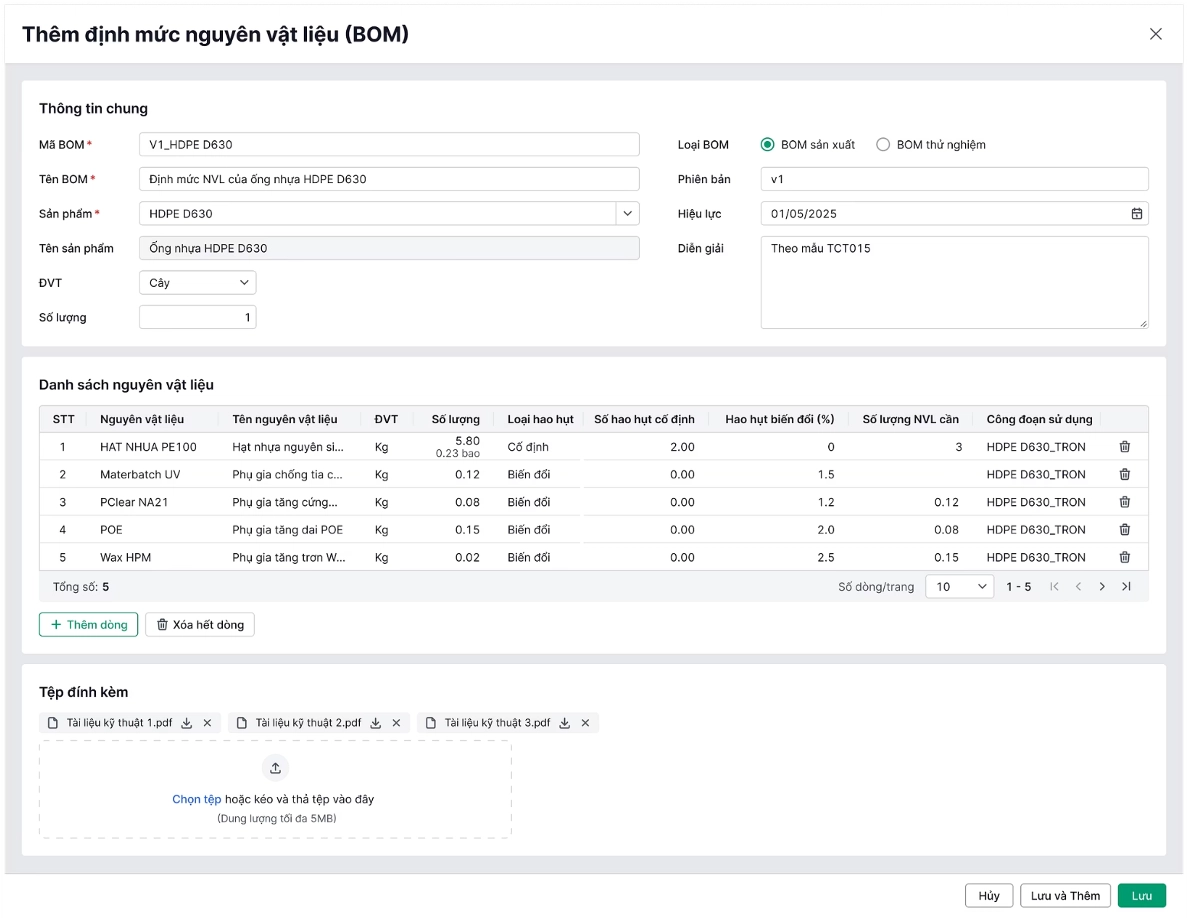
Tự động khấu trừ nguyên vật liệu: Hệ thống ngay lập tức tính toán lượng định mức hao hụt thực tế so với BOM (Bill of Materials) chuẩn, tự động xuất kho bù nguyên vật liệu để đảm bảo tiến độ lệnh sản xuất mà không làm gián đoạn dây chuyền.
-
Minh bạch chi phí giá thành: Giá trị tài chính của phế phẩm (Scrap Cost) được hạch toán chính xác và phân bổ trực tiếp vào chi phí sản xuất dở dang, giúp bộ phận Kế toán quản trị định giá thành phẩm chính xác, tránh hiện tượng “lỗ ngầm” do hao phí vật tư.
-
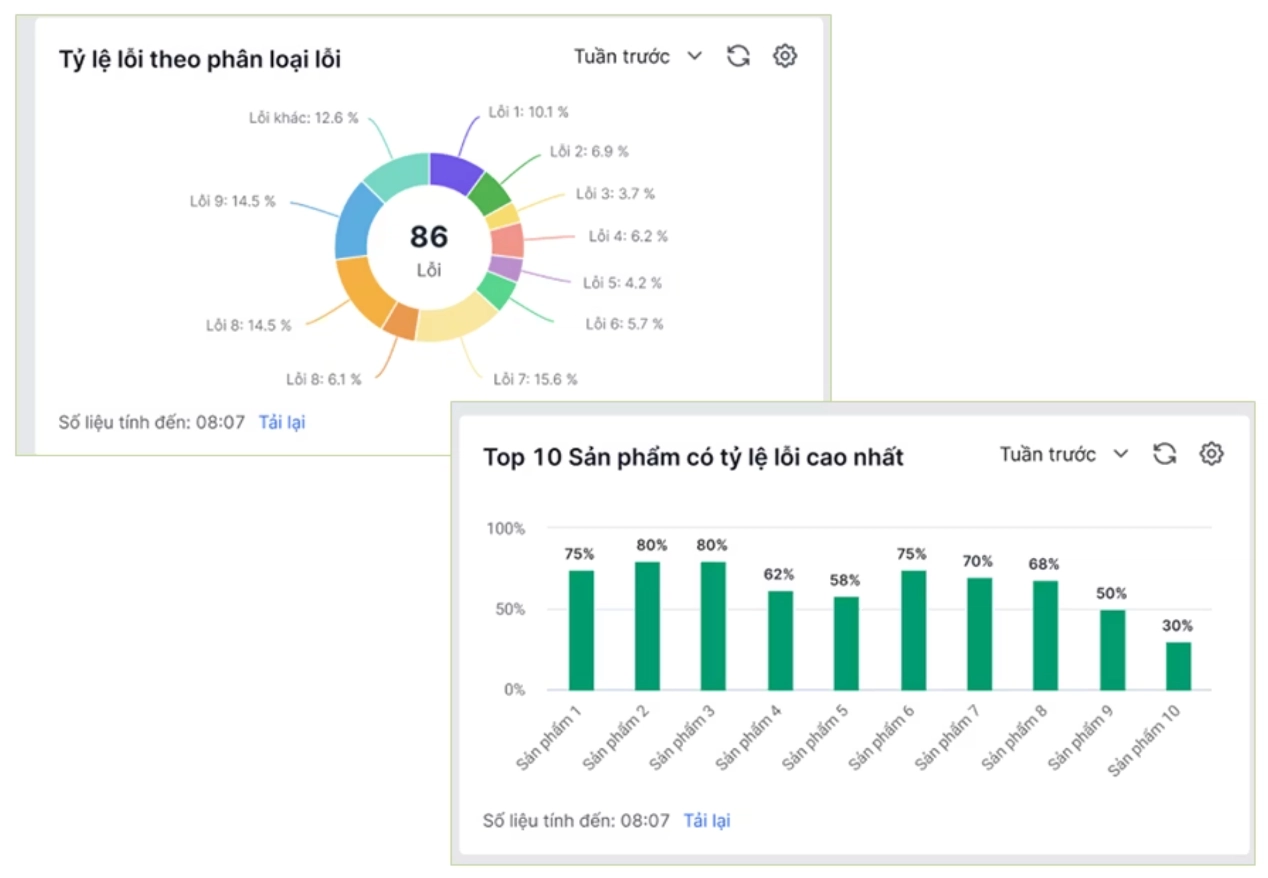
Số hóa Dashboard điều hành: Ban giám đốc có thể theo dõi biến động Scrap Rate theo từng tổ đội, từng máy hoặc từng mã hàng trực quan trên phần mềm. Điều này giúp phát hiện sớm các xu hướng bất thường để kịp thời kích hoạt quy trình cải tiến (như DMAIC), chuyển dịch mô hình nhà máy từ thế bị động “chờ báo cáo” sang chủ động kiểm soát và tối ưu hóa biên lợi nhuận.

Nhận lộ trình báo giá & tư vấn trực tiếp tại doanh nghiệp
Nhờ dòng chảy dữ liệu liên tục và minh bạch này, ban giám đốc có thể phát hiện bất thường ngay trong ca làm việc, đồng thời hệ thống tự động liên thông dữ liệu để khấu trừ kho vật tư và hạch toán chi phí giá thành một cách chính xác tuyệt đối.
![]()





























