Trong quản trị chất lượng, việc nắm bắt tỷ lệ lỗi chung là chưa đủ đánh giá chính xác năng lực nhà cung cấp. Doanh nghiệp cần một thước đo cụ thể để định lượng chính xác số lượng sản phẩm không đạt trên mỗi triệu đơn vị sản phẩm: đó chính là DPPM (Defective Parts Per Million).
Trong bài viết dưới đây, cùng MISA làm rõ DPPM là gì? Công thức tính DPPM chuẩn? Lộ trình triển khai thực chiến để biến con số này thành công cụ kiểm soát chất lượng hiệu quả.
| TẢI MIỄN PHÍ MẪU BÁO CÁO SẢN XUẤT CHI TIẾT, MỚI NHẤT |
1. DPPM là gì? Công thức tính DPPM chuẩn và ví dụ thực tế
1.1. DPPM là gì?
DPPM (Defective Parts Per Million) là chỉ số đo số lượng sản phẩm bị lỗi trên 1.000.000 sản phẩm trong một phạm vi đo xác định (theo ca, line, lô, tháng, nhà cung cấp, công đoạn…).

Lưu ý: DPPM đo sản phẩm lỗi, không phải số lỗi
- Defective part: 1 sản phẩm bị lỗi, dù có 1 hay nhiều lỗi, vẫn tính 1 sản phẩm lỗi
- Defect: 1 lỗi cụ thể trên sản phẩm (1 sản phẩm có thể có nhiều lỗi)
Vì vậy DPPM phù hợp để quản lý chất lượng theo góc nhìn “tỷ lệ sản phẩm không đạt”, đặc biệt khi cần nói cùng ngôn ngữ KPI với khách hàng.
1.2. Công thức tính DPPM chuẩn và ví dụ thực tế
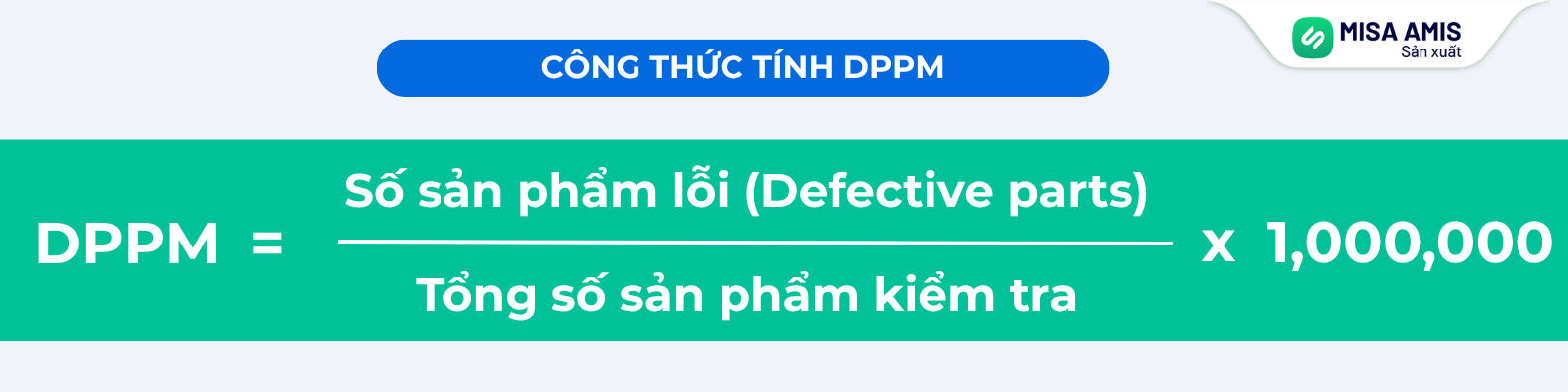
Trong đó:
- Số sản phẩm lỗi: số sản phẩm bị đánh NG/Fail/Reject theo tiêu chí đã chuẩn hóa.
- Tổng số sản phẩm kiểm tra: tổng mẫu kiểm hoặc tổng kiểm 100%
Ví dụ thực tế: Giả sử kiểm 1.000 sản phẩm. Trong đó có 8 sản phẩm bị lỗi. Trong 8 sản phẩm lỗi, có tổng cộng ghi nhận 20 lỗi (trầy xước, thiếu linh kiện, sai kích thước…)
Cách tính DPPM=(8/1000) x 1.000.000 = 8.000
Đọc thêm: Lộ trình triển khai MISA AMIS Sản xuất và báo giá chi tiết
2. So sánh DPPM, DPU, PPM, DPM
Mặc dù các thuật ngữ như DPPM, DPU, PPM hay DPMO đều liên quan đến việc đo lường lỗi, nhưng mỗi chỉ số lại phản ánh một “lát cắt” hoàn toàn khác nhau về sức khỏe của quy trình sản xuất. Hiểu rõ sự khác biệt giúp doanh nghiệp thiết lập hệ thống KPI chính xác và chọn đúng “thước đo” cho từng bài toán cải tiến cụ thể:
| Chỉ số | Đo cái gì | Khi nào nên dùng |
| DPPM | Sản phẩm lỗi trên 1.000.000 sản phẩm | KPI chất lượng theo góc nhìn “hàng lỗi”, so sánh line, nhà máy, nhà cung cấp, báo cáo khách hàng |
| DPU | Số lỗi trên mỗi sản phẩm | Cải tiến công đoạn, đo “mật độ lỗi”, đánh giá hiệu quả giảm lỗi theo dạng lỗi |
| PMM | Tùy chỉnh định nghĩa: sản phẩm lỗi hoặc lỗi trên 1.000.000 | Khi cần chỉ số “phổ thông” để giao tiếp, nhưng phải chốt định nghĩa ngay từ đầu |
| DPMO | Số lỗi trên 1.000.000 cơ hội lỗi | Six Sigma, quy trình có nhiều CTQ/cơ hội lỗi, cần chuẩn hóa mức độ phức tạp sản phẩm/quy trình |
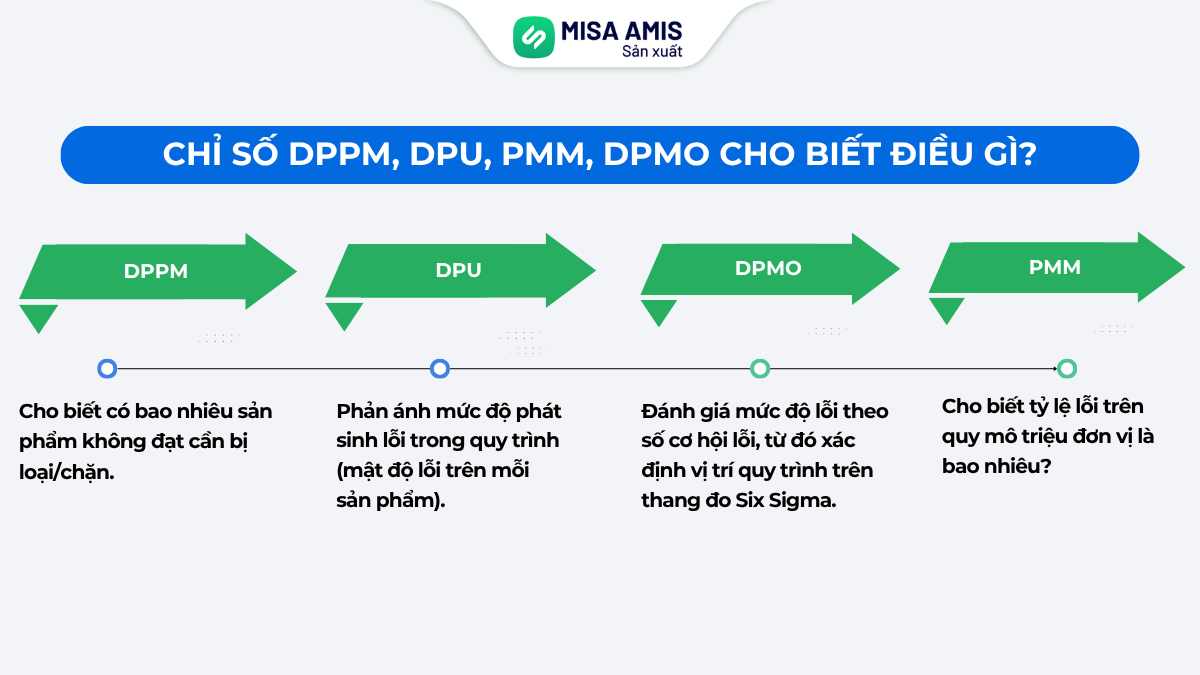
Nhìn vào bảng phân tích trên, doanh nghiệp có thể nhận thấy:
- DPPM: Cho biết có bao nhiêu sản phẩm không đạt cần bị loại/chặn.
- DPU phản ánh mức độ phát sinh lỗi trong quy trình (mật độ lỗi trên mỗi sản phẩm).
- DPMO: Đánh giá mức độ lỗi theo số cơ hội lỗi, từ đó xác định vị trí quy trình trên thang đo Six Sigma
Đọc thêm: DPU là gì? Hướng dẫn lộ trình ứng dụng DPU từ số liệu đến hành động
3. Lộ trình triển khai DPPM từ chiến lược đến thực thi
Dưới đây là lộ trình 5 giai đoạn giúp hiện thực hóa mục tiêu giảm tỷ lệ sản phẩm lỗi, đi từ việc thiết lập tư duy quản trị đến thực thi:
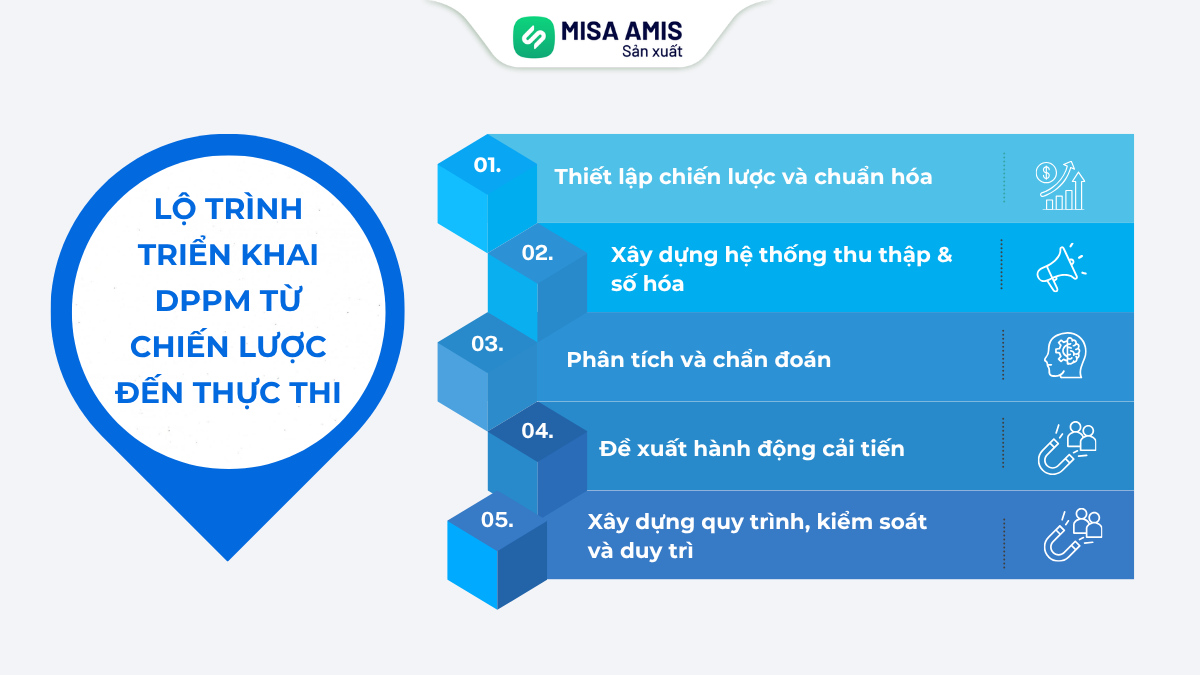
Giai đoạn 1: Thiết lập chiến lược và chuẩn hóa
- Mục tiêu: Đảm bảo mọi bộ phận đều hiểu và dùng chung một ngôn ngữ chất lượng
- Xác định mục tiêu:
- Thiết lập ngưỡng DPPM mục tiêu dựa trên: Yêu cầu khách hàng, tiêu chuẩn ngành hoặc năng lực hiện tại của nhà máy
- Phân cấp mục tiêu: Mục tiêu tổng, mục tiêu bộ phận, mục tiêu line/ca sản xuất
- Chuẩn hóa định nghĩa “lỗi”:
- Ban hành danh mục lỗi: tên lỗi, hình minh họa, mức độ nghiệm trọng
- Thống nhất điểm đo: DPPM sẽ được đo tại công đoạn nào?
- Phân bổ nguồn lực: Xác định nhân sự chịu trách nhiệm thu thập dữ liệu và đội ngũ chuyên gia chịu trách nhiệm phân tích.
Giai đoạn 2: Xây dựng hệ thống thu thập & số hóa
- Mục tiêu: Đảm bảo dữ liệu đầu vào chính xác, kịp thời và không bị thao túng
- Thiết kế quy trình thu thập dữ liệu:
- Xây dựng các biểu mẫu hoặc checklist kiểm tra tại hiện trường
- Quy trình rõ phương pháp: kiểm tra 100% hay kiểm tra xác suất
- Số hóa quy trình: Thay thế báo cáo giấy bằng các công cụ nhập liệu trực tiếp hoặc tích hợp tự động từ máy kiểm tra
- Kiểm soát tính toàn vẹn của dữ liệu: thiết lập các bước kiểm tra chéo để tránh sai sót do yếu tố con người.
Giai đoạn 3: Phân tích và chẩn đoán
- Mục tiêu: Chuyển dữ liệu thành thông tin có giá trị để ra quyết định.
- Xây dựng dashboard trực quan:
- Theo dõi xu hướng DPPM theo ngày/tuần/tháng.
- Phân tích cấu trúc lỗi bằng biểu đồ Pareto: tập trung vào top 3 loại lỗi hoặc top 3 nhà cung cấp gây đóng góp DPPM cao nhất.
- Phân tích chuyên sâu (Root Cause Analysis – RCA):
- Khi DPPM vượt ngưỡng cảnh báo, kích hoạt quy trình xử lý sự cố.
- Sử dụng các công cụ: 5 Whys, biểu đồ xương cá, hoặc phân tích nhân tố để tìm nguyên nhân gốc rễ.

Giai đoạn 4: Hành động cải tiến
- Mục tiêu: Triệt tiêu nguyên nhân gây lỗi và giảm chỉ số DPPM.
- Triển khai các biện pháp khắc phục:
- Poka-Yoke: Thiết kế các cơ chế chống sai lỗi tự động (ví dụ: cảm biến, khuôn mẫu chỉ lắp được một chiều).
- Standardization: Cập nhật lại quy trình vận hành tiêu chuẩn sau khi đã tìm ra cách làm đúng.
- Training: Đào tạo lại công nhân dựa trên các lỗi thực tế vừa phát sinh.
- Thí điểm & đánh giá: Áp dụng giải pháp trên một mẫu nhỏ, đo lường sự thay đổi của DPPM trước khi triển khai đại trà.
Giai đoạn 5: Kiểm soát và duy trì
- Mục tiêu: Ngăn chặn sự tái phát và đưa chất lượng vào văn hóa doanh nghiệp.
- Hành động:
- Thiết lập cơ chế cảnh báo sớm.
- Chu trình PDCA: Duy trì việc đánh giá định kỳ để cập nhật mục tiêu DPPM cao hơn.
- Văn hóa chất lượng: Biến việc theo dõi DPPM thành hoạt động thường nhật từ công nhân đứng máy đến ban giám đốc.
4. 4 lưu ý quan trọng khi triển khai DPPM trong sản xuất
Việc áp dụng DPPM vào thực tế sản xuất đòi hỏi sự chính xác tuyệt đối trong khâu thu thập dữ liệu. Để tránh những sai lệch về báo cáo chất lượng, cần đặc biệt lưu ý 4 yếu tố cốt lõi sau đây:

4.1. Chuẩn hóa định nghĩa sản phẩm lỗi
DPPM đo số sản phẩm lỗi, không đo số lỗi. Một sản phẩm có 3 lỗi khác nhau vẫn chỉ tính 1 sản phẩm lỗi khi tính DPPM. Nếu không chốt định nghĩa ngay từ đầu, dữ liệu giữa QA, sản xuất, OQC sẽ lệch nhau và KPI không còn ý nghĩa so sánh.
4.2. Thống nhất điểm đo và cách đo
DPPM cần chốt rõ đo tại IQC, IPQC, OQC hay Customer return, vì mỗi điểm đo phản ánh “chất lượng” theo một góc nhìn khác. Đồng thời phải ghi rõ phương pháp kiểm 100% hay lấy mẫu. Không thống nhất sẽ dẫn tới tình trạng cùng một tháng, nhiều con số DPPM và ra quyết định sai.
4.3. Tìm nguyên nhân gốc rễ
Khi đã biết lỗi nào đang gây đau đầu nhất, đừng chỉ bảo công nhân “cẩn thận hơn”. Hãy dùng công cụ để tìm ra tại sao lỗi đó lại xuất hiện. Nếu chỉ dừng ở báo cáo DPPM, chỉ số sẽ không kéo giảm lỗi thực tế.
4.4. Biến kết quả thành quy chuẩn mới
Sau khi đã sửa được lỗi, đừng để nó tái diễn. Hãy “đóng gói” giải pháp thành quy trình tài liệu nhằm đào tạo lại lại cho công nhân. Đồng thời lưu ý các làm mới để họ ghi nhớ và áp dụng.
5. Ứng dụng công nghệ trong việc đo lường DPPM
Việc đo thủ công bằng Excel hoặc giấy thường khiến dữ liệu trễ, sai lệch và khó truy vết. Vì vậy, xu hướng hiện nay là số hóa toàn bộ quy trình realtime để hỗ trợ ra quyết định ngay tại hiện trường. Các lớp công nghệ thường được áp dụng gồm:
- Thu thập dữ liệu tại nguồn để nhận số lượng không đạt chuẩn theo thời gian thực.
- Chuẩn hóa & tự động tính DPPM: hệ thống tự động tổng hợp theo ca, line, công đoạn, tránh sai sót do tính toán thủ công.
- Hệ thống dashboard cảnh báo lỗi: DPPM, Pareto lỗi, cảnh báo khi vượt ngưỡng để quản lý phản ứng nhanh.
- Phân tích & truy vết: từ tổng thể, công đoạn, loại lỗi và lô sản xuất để xác định đúng điểm nóng.
Trong bối cảnh đó, MISA AMIS Sản xuất đóng vai trò như một nền tảng trung tâm giúp chuẩn hóa dữ liệu chất lượng và kiểm soát sản phẩm lỗi một cách xuyên suốt. Cụ thể:

- Ghi nhận sản lượng và sản phẩm lỗi theo thời gian thực: Theo dõi số lượng sản xuất, số lượng từ chối theo lệnh sản xuất, công đoạn, ca/kíp; cho phép nhập liệu trực tiếp tại xưởng hoặc đồng bộ từ hệ thống khác.
- Tự động tính và phân tích chỉ số DPPM realtime: phân tích nhiều lát cắt giúp nhanh chóng xác định khu vực hoặc sản phẩm đang kéo DPPM tăng.
- Dashboard trực quan và cảnh báo vượt ngưỡng khi DPPM tăng bất thường
- Liên kết dữ liệu chất lượng với sản xuất: truy vết nguyên nhân từ sản phẩm lỗi về lô nguyên vật liệu, công đoạn, người vận hành
- Chuẩn hóa quy trình và giảm phụ thuộc Excel thủ công: Hạn chế tình trạng mỗi bộ phận một cách tính DPPM, dễ dàng cho CEO/Giám đốc/quản lý ra quyết định
6. Tổng kết
Nắm vững và áp dụng đúng DPPM không chỉ giúp doanh nghiệp kiểm soát chặt chẽ tỷ lệ hàng lỗi xuất xưởng mà còn là cơ sở dữ liệu quan trọng để thực hiện các chiến lược cải tiến chất lượng bền vững.
![]()